01.03.2023г. ПРЕДМЕТ: " ОСНОВЫ ЭЛЕКТРОТЕХНИКИ."
Преподаватель: Пархоменко Лариса Ивановна.
Тема урока: дифференцированный зачет, сдается преподавателю в устной форме при наличии всех конспектов по изученным темам.
27.02.2023г. ПРЕДМЕТ: " ТЕХНИЧЕСКАЯ МЕХАНИКА."
Преподаватель: Пархоменко Лариса Ивановна
Темы уроков: " Обозначение посадок на чертежах. ",дифференцированный зачет, сдается преподавателю в устной форме при наличии всех конспектов по изученным темам.
Изучить материал и составить краткий конспект.
Нанесение предельных отклонений размеров на чертежах осуществляется в соответствии ЕСКД (единая система конструкторской документации). Предусмотрено три возможных способа указания отклонений:
1) числовыми значениями предельных отклонений, например, 72+0.030 ;
2) условными обозначениями полей допусков, например, 72Н7;
3) условными обозначениями полей допусков с указанием в скобках числовых значений предельных отклонений, например, 72Н7(+0.030).
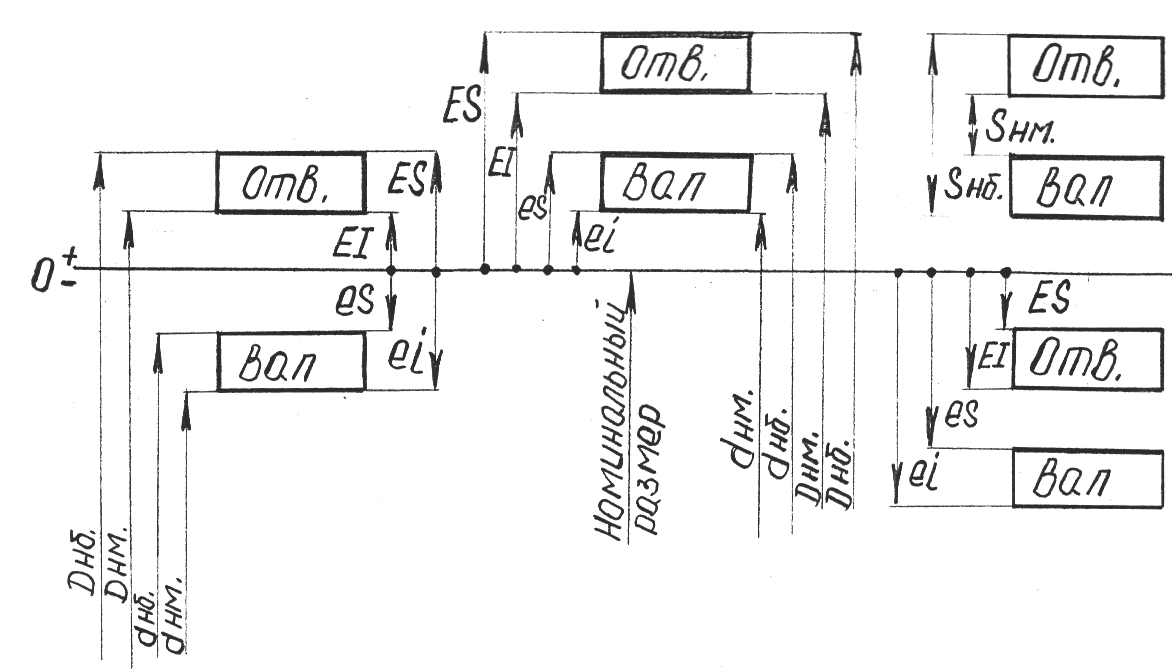
Обозначение посадки на сборочном чертеже (в соответствии с ГОСТ 2.307-68) состоит из указания полей допусков сопрягаемых деталей, выполняемого в виде простой дроби. Вначале обозначения указывается номинальный размер соединения, затем над дробной чертой (в числителе) указывается поле допуска отверстия, а под чертой (в знаменателе) – поле допуска вала. Вместо условных обозначений полей допусков можно указывать численные значения предельных отклонений сопрягаемых деталей. Допускается также указание обозначений полей допусков с привидением в скобках численных значений предельных отклонений.
 У соединения, показанного на рис. 24, нижнее отклонение отверстия EI совпадает с верхним отклонением вала es (скользящая посадка), поэтому Smin=0. Максимальный зазор в соединении Smax=ES-ei=30-(-19)=49 мкм.
У соединения, показанного на рис. 24, нижнее отклонение отверстия EI совпадает с верхним отклонением вала es (скользящая посадка), поэтому Smin=0. Максимальный зазор в соединении Smax=ES-ei=30-(-19)=49 мкм.
Обязательнонеобходимо проставлять предельные отклонения:
а) для размеров, не входящих в ряды нормальных линейных размеров по ГОСТ 6636-69;
б) при назначении предельных отклонений ступенчатых размеров с несимметричным расположением допуска;
в) при назначении предельных отклонений, условные обозначения которых не представлены в ГОСТ 25347-82, а устанавливаются в других стандартах (детали из пластмасс, шпоночные соединения, посадки шарикоподшипников и т. д.)
Предельные отклонения должны назначатьсяна все, указанные на чертеже размеры, включая и размеры несопрягаемых поверхностей.
Допускается не указывать предельные отклонения, определяющие зоны разной шероховатости, зоны разной термообработки, границы накатки и т. д.
22.02.2023г. ПРЕДМЕТ: " Основы материаловедения и технология общеслесарных работ."
Темы уроков: Дифференцированный зачет, сдается в устной форме преподавателю при наличии всех конспектов по изученным темам.
20.02.2023г. ПРЕДМЕТ: " Основы материаловедения и технология общеслесарных работ."
Темы уроков: " Классификация сталей." ,"Углеродистые стали и их свойства."
Изучить материал и составить краткий конспект.
Классификация сталей и сплавов производится:
- по химическому составу;
- по структурному составу;
- по качеству (по способу производства и содержанию вредных примесей);
- по степени раскисления и характеру затвердевания металла в изложнице;
- по назначению.
Химический состав
По химическому составу углеродистые стали делят в зависимости от содержания углерода на следующие группы:
- малоуглеродистые - менее 0,3% С;
- среднеуглеродистые - 0,3...0,7% С;
- высокоуглеродистые - более 0,7 %С.
- низколегированные - менее 2,5%;
- среднелегированные - 2,5...10%;
- высоколегированные - более 10%.
Структурный состав
Легированные стали и сплавы делятся также на классы по структурному составу:
- в отожженном состоянии - доэвтектоидный, заэвтектоидный, ледебуритный (карбидный), ферритный, аустенитный;
- в нормализованном состоянии - перлитный, мартенситный и аутенитный.
К перлитному классу относят углеродистые и легированные стали с низким содержанием легирующих элементов, к мартенситному - с более высоким и к аустенитному - с высоким содержанием легирующих элементов.
УГЛЕРОДИСТЫЕ СТАЛИ, ИХ СВОЙСТВА.
Углеродистая сталь благодаря доступной стоимости и высоким прочностным характеристикам относится к широко распространенным сплавам. Из таких сталей, состоящих из железа и углерода и минимума других примесей, изготавливают различную машиностроительную продукцию, детали колов и трубопроводов, инструменты. Широкое применение эти сплавы находят и в строительной сфере.Углеродистые стали, которые в зависимости от основной сферы применения подразделяются на конструкционные и инструментальные, практически не содержат в своем составе легирующих добавок. От обычных стальных сплавов эти стали также отличает и то, что в их составе содержится значительно меньшее количество таких базовых примесей, как марганец, магний и кремний.
Содержание основного элемента – углерода – в сталях данной категории может варьироваться в достаточно широких пределах. Так, высокоуглеродистая сталь содержит в своем составе 0,6–2% углерода, среднеуглеродистые стали – 0,3–0,6%, низкоуглеродистые – до 0,25%. Данный элемент определяет не только свойства углеродистых сталей, но и их структуру. Так, внутренняя структура стальных сплавов, содержащих в своем составе менее 0,8% углерода, состоит преимущественно из феррита и перлита, при увеличении концентрации углерода начинает формироваться вторичный цементит.Углеродистые стали с преобладающей ферритной структурой отличаются высокой пластичностью и низкой прочностью. Если же в структуре стали преобладает цементит, то она характеризуется высокой прочностью, но вместе с этим является и очень хрупкой. При увеличении количества углерода до 0,8–1% прочностные характеристики и твердость углеродистой стали возрастают, но значительно ухудшаются ее пластичность и вязкость.
Количественное содержание углерода также оказывает серьезное влияние на технологические характеристики металла, в частности на его свариваемость, легкость обработки давлением и резанием. Из сталей, относящихся к категории низкоуглеродистых, изготавливают детали и конструкции, которые не будут подвергаться значительным нагрузкам в процессе эксплуатации. Характеристики, которыми обладают среднеуглеродистые стали, делают их основным конструкционным материалом, используемым в производстве конструкций и деталей для нужд общего и транспортного машиностроения.
16.02.2023г. ПРЕДМЕТ: " ТЕХНИЧЕСКАЯ МЕХАНИКА."
Преподаватель: Пархоменко Лариса Ивановна
Темы уроков: " Характеристика скользящей и ходовой посадки ","Характеристика не- подвижных посадок".
Изучить материал и составить краткий конспект.
Характеризуются наличием гарантированного зазора, т. е. при этих посадках наименьший зазор больше нуля. Применяется для свободных соединений, т. е. когда между валом и отверстием должен быть зазор.
Скользящая посадка (С) применяется для соединения деталей, которые при наличии смазки могут перемещаться относительно друг друга от руки, но имеют точное направление.
С такой посадкой соединяются сменные шестерни на станках, фрезы на оправках, шпиндели на задних бабках токарных станков, различные золотники в приборах регулирования и распределения, шариковые подшпники в корпусах машин. Скользящая посадка имеет самый малый зазор.
Посадка ходовая (X) применяется для соединения деталей, которые должны перемещаться одна в другой с более заметным зазором, чем при посадке движения. Ходовая посадка широко распространена в тракторостроении и комбайностроении. Шейки коленчатых валов в подшипниках, поршни в цилиндрах, звездочка контрпривода комбайна на валу и многие другие сопряжения имеют ходовые посадки.
Характеристика неподвижных посадок.
Неподвижная посадка получается в случае, если диаметр вала несколько больше отверстия. Разность между этими диаметрами называется натягом. Для соединения деталей с натягом необходимо приложить некоторое усилие - удары молотком, давление пресса.
Неподвижные посадки для шлицевых сопряжений с эвольвентным профилем зуба применяются редко, а среди подвижных наиболее распространены скользящая и ходовая посадки.
Они обеспечиваются принудительной запрессовкой вала в отверстие. При неподвижной посадке диаметр вала до запрессовки должен быть несколько больше диаметра отверстия.
Неподвижные посадки включают следующие соединения: 1) горячее, 2) прессовое, 3) легкопрессовое, 4) глухое, 5) тугое, 6) напряженное, 7) плотное. Величина натяга в этих соединениях постепенно уменьшается, начиная от горячей посадки и кончая плотной.
Неподвижные посадки характеризуются значительными натягами, которые создаются затяжкой конусов с помощью больших осевых усилий или даже напрессовкой. Неподвижные соединения могут быть часто разбираемые, редко разбираемые и практически неразбираемые.
Они служат для неподвижного соединения деталей. Такие посадки должны передавать силы и моменты с одной детали на другую. Они обеспечивают хорошее центрирование. Неподвижность достигается таким соотношением отклонений вала и отверстия, которое гарантирует посадочный натяг. Обеспечиваются принудительной запрессовкой вала в отверстие. При неподвижной посадке диаметр вала до запрессовки должен быть несколько больше диаметра отверстия.
Неподвижные посадки используются при необходимости передачи определенного крутящего момента только за счет натяга в сопряжении двух деталей. При любой неподвижной посадке в соединении имеется определенный натяг.
Неподвижные посадки, осуществляемые нагревом, приводят к появлению больших напряжений и деформаций в сопрягаемых деталях, при этом часто нарушается структура металла, из которого выполнена нагреваемая деталь, ухудшаются ее прочностные характеристики, нарушаются антикоррозионные и другие виды покрытий деталей. Нагрев связан с транспортированием деталей в термические цеха, загрузкой их в печь и выгрузкой из нее; все это относится к отрицательным особенностям указанной технологии.
Неподвижная посадка одного из колец создается за счет натяга между диаметрами оси и отверстия внутреннего кольца подшипника или между диаметрами отверстия ( гнезда) и наружного кольца подшипника.
Неподвижная посадка ( с натягом) наружного кольца в гнезде опоры вызывает уменьшение диаметра дорожки качения. Одного из колец создается за счет натяга между диаметрами оси и отверстия внутреннего кольца подшипника или между диаметрами отверстия ( гнезда) и наружного кольца подшипника.
Неподвижные посадки, применяемые для соединения деталей, работающих с динамической нагрузкой, имеющие большие натяги и большие размеры сопрягаемых поверхностей, как правило, осуществляются с применением либо нагрева охватывающей детали, либо охлаждения охватываемой детали. Для нагрева применяются обычно различные электрические нагреватели, для охлаждения - жидкий воздух ( жидкий кислород) или твердая углекислота.
15.02.2023г. ПРЕДМЕТ: " ТЕХНИЧЕСКАЯ МЕХАНИКА."
Преподаватель: Пархоменко Лариса Ивановна
Темы уроков: " Обозначение допусков на чертежах.","Понятие о подвижных посадках".
Изучить материал и составить краткий конспект.
Допуски формы и расположения поверхностей указывают на чертежах условными обозначениями.
Вид допуска формы и расположения поверхностей должен быть обозначен на чертеже знаками (графическими символами), приведенными в таблице.
Группа допусков | Вид допуска | Знак |
Допуск формы | Допуск прямолинейности |
|
| Допуск плоскостности |
|
| Допуск круглости |
|
| Допуск цилиндричности |
|
| Допуск профиля продольного сечения |
|
Допуск расположения | Допуск параллельности |
|
| Допуск перпендикулярности | |
| Допуск наклона |
|
| Допуск соосности | |
| Допуск симметричности | |
| Позиционный допуск | |
| Допуск пересечения осей | |
Суммарные допуски формы и расположения | Допуск радиального биения Допуск торцового биения Допуск биения в заданном направлении | |
| ||
| Допуск полного радиального биения |
|
| Допуск полного торцового биения | |
| Допуск формы заданного профиля |
|
| Допуск формы заданной поверхности |
|
Формы и размеры знаков приведены в приложении 1.
Примеры указания на чертежах допусков формы и расположения поверхностей приведены в приложении 2.
Примечание. Суммарные допуски формы и расположения поверхностей, для которых не установлены отдельные графические знаки, обозначают знаками составных допусков в следующей последовательности: знак допуска расположения, знак допуска формы.
Например:
![]()
![]() - знак суммарного допуска параллельности и плоскостности;
- знак суммарного допуска параллельности и плоскостности;
![]() - знак суммарного допуска перпендикулярности и плоскостности;
- знак суммарного допуска перпендикулярности и плоскостности;
![]()
![]() - знак суммарного допуска наклона и плоскостности.
- знак суммарного допуска наклона и плоскостности.
1.2. Допуск формы и расположения поверхностей допускается указывать текстом в технических требованиях, как правило, в том случае, если отсутствует знак вида допуска.
1.3. При указании допуска формы и расположения поверхностей в технических требованиях текст должен содержать:
вид допуска;
указание поверхности или другого элемента, для которого задается допуск (для этого используют буквенное обозначение или конструктивное наименование, определяющее поверхность);
числовое значение допуска в миллиметрах;
указание баз, относительно которых задается допуск (для допусков расположения и суммарных допусков формы и расположения);
указание о зависимых допусках формы или расположения (в соответствующих случаях).
1.4. При необходимости нормирования допусков формы и расположения, не указанных на чертеже числовыми значениями и не ограничиваемых другими указанными в чертеже допусками формы и расположения, в технических требованиях чертежа должна быть приведена общая запись о неуказанных допусках формы и расположения со ссылкой на ГОСТ 25069-81* или другие документы, устанавливающие неуказанные допуски формы и расположения.
ПОДВИЖНЫЕ ПОСАДКИ.
В зависимости от возможности относительного перемещения сопрягаемых деталей или степени сопротивления их взаимному смещению посадки разделяют на три вида:
1.подвижные посадки (с зазором),
2. неподвижные посадки (с натягом),
3. переходные посадки.
1. Посадки с зазором — посадки, при которых обеспечивается зазор в соединении, который характеризует большую или меньшую свободу относительного перемещения деталей, т.е. наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему.
При графическом изображении такой посадки поле допуска отверстия расположено над полем допуска вала.
В связи с колебаниями действительных размеров сопрягаемых деталей в пределах заданных допусков зазоры также будут колебаться от наибольшего до наименьшего значения.
Наибольший зазор будет иметь место, если сопрягать наибольший предельный размер отверстия с наименьшим предельным размером вала, а наименьший зазор — при сопряжении наименьшего предельного размера отверстия с наибольшим предельным размером вала. В частном случае наименьший зазор может быть равен нулю.
Посадки с зазором используют в тех случаях, когда необходимо обеспечить относительное смешение сопрягаемых деталей или необходимо элемент одной детали поместить в элемент другой детали для дальнейшей сварки или крепления другими способами.
13.02.2023г. ПРЕДМЕТ: " ТЕХНИЧЕСКАЯ МЕХАНИКА."
Преподаватель: Пархоменко Лариса Ивановна
Тема урока: " Понятие допуска сопряжения, зазора.","Понятие допуска посадки , натяга.
Изучить материал и составить краткий конспект.
Посадка – характер соединения двух деталей, определяемый значениями получающихся в этом соединении зазоров и натягов.
Зазор – разность между размерами отверстия и вала до сборки:
S = D – d.
Зазор характеризует свободу относительного перемещения соединяемых деталей. Чем больше зазор – тем большая свобода относительного перемещения элементов сопряжения. Можно вспомнить еще термин люфт (нем. – Luft), обозначающий зазор между сопряженными поверхностями деталей узла.
Если размер вала больше размера отверстия, в соединении получается положительный натяг. Натяг – разность размеров вала и отверстия до сборки:
N = d – D.
И зазор и натяг можно, вообще говоря, рассматривать как величины алгебраические, считая, что S = - N.
Понятие «посадка» относится к совокупности пар сопрягаемых элементов, размер каждого из которых является случайной величиной. Поле рассеивания данной случайной величины ограничено заданными предельными отклонениями. Поэтому получающиеся при сборке зазоры (натяги) – также случайные величины.
Характер сопряжения (то есть посадки) удобно представлять на схеме полей допусков отверстия и вала [1]. В геометрической интерпретации полем допуска является часть плоскости, ограниченная сверху и снизу линиями предельных размеров (отклонений). Отклонения ES и EI (es и ei) на схемах полей допусков (рис. 2.1) откладывают от линии номинального размера – нулевой линии - в мкм.

Рис. 2.1
Конкретное содержание приведенной схемы полей допусков может быть лучше понято из рис. 2.2, где показан этот же характер соединения.
Рис. 2.2
В зависимости от взаиморасположения полей допусков сопрягаемых элементов посадки бывают трех видов:
- с гарантированным зазором, P(S > 0) = 1;
- с гарантированным натягом, P(S < 0) = 1 или P(N > 0) = 1;
- переходные, то есть 0 < P(s) < 1.
Разумеется, P(S > 0) + P(N > 0) = 1.
Мера точности соединения – допуск посадки. Подобно тому как допуск размера есть разность его максимального и минимального предельных значений, допуск посадки находится как разность наибольшего и наименьшего зазоров:
TS = S max – S min = D max – d min – (D min – d max) = TD + Td .
Полученное соотношение иллюстрирует простую мысль: высокая точность соединения может быть обеспечена только при соответствующей высокой точности размеров сопрягаемых элементов.
Посадки назначаются, как правило, либо в системе отверстия либо в системе вала.
Слово «система» означает порядок, закономерность. Закономерность, прежде всего, выражается в том, что поле допуска одной из деталей сопряжения имеет вполне определенное постоянное расположение относительно линии номинального размера. Такая деталь именуется основной [2]. Постоянная определенность расположения поля допуска основной детали – в том, что оно соприкасается с нулевой линией и опрокинуто «в материал детали» (так называемый принцип «экономии металла»).
Посадки в системе отверстия получаются сочетанием различных полей допусков наружных охватываемых элементов соединений (валов) с полем допуска основного отверстия (рис. 2.3):

Рис. 2.3
Здесь верхнее отклонение отверстия для всех сопряжений постоянно и равно допуску размера отверстия (ES = TD = const), а нижнее отклонение отверстия равно нулю (EI = 0). Предельные же отклонения сопрягаемого с этим отверстием вала выбираются соответственно характеру назначаемого сопряжения.
Посадки в системе вала получаются сочетанием различных полей допусков внутренних охватывающих элементов (отверстий) с полем допуска основного вала (рис. 2.4):
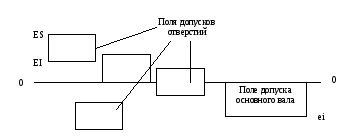
Рис. 2.4
Здесь es = 0, ei = - Td; в зависимости же от требуемого характера соединения выбирают предельные отклонения отверстия (ES, EI).
Предпочтительнее применение системы отверстия: изготовление внутреннего элемента (отверстия) зачастую сложнее и дороже; для обработки отверстий обычно используется мерный режущий инструмент (например, развертки, протяжки), номенклатуру которого следует снижать.
В отдельных случаях [3] выгоднее система вала:
- применения стандартизованных комплектующих, наружные элементы которых надо различным образом (то есть с образованием разных посадок) сопрягать с отверстиями других деталей;
- использования одного и того же вала для получения нескольких различных сопряжений с охватывающими внутренними элементами других деталей;
- использования для изготовления деталей стандартных калиброванных прутков без их механической обработки.
09.02.2023г. ПРЕДМЕТ: " ТЕХНИЧЕСКАЯ МЕХАНИКА."
Преподаватель: Пархоменко Лариса Ивановна
Тема урока: " Степень унификации.","Понятие взаимозаменяемости."
Изучить материал и составить краткий конспект.
Степень унификации характеризуется уровнем унификации продукции - насыщенностью продукции унифицированными, в том числе стандартизированными, деталями, узлами и сборочными единицами.
Степень унификации при этом методе невелика. Унифицируются только торцовые крышки корпусов и вспомогательные детали. Главный экономический выигрыш дает сохранение основного технологического оборудования для обработки роторов и внутренних полостей корпусов.
Степень унификации оценивается степенью насыщенности нового или проектируемого изделия элементами других изделий, уже освоенных в производстве. Высокая степень унификации обеспечивает возможность сокращения сроков проектирования и изготовления изделий, повышения производительности труда, увеличения гибкости и мобильности производства при переходе на выпуск новых видов продукции, а также повышения качества, надежности и долговечности изготавливаемых изделий. Унификация позволяет также снизить стоимость производства новых изделий, повысить уровень автоматизации производственных процессов, расширить специализированное производство.
Степень унификации при этом методе невелика. Главный экономический выигрыш дает сохранение основного технологического оборудования для обработки роторов и внутренних полостей корпусов. Частным случаем применения данного метода является увеличение нагружаемое зубчатых передач увеличением длины зубьев колес с сохранением их модуля.
Степень унификации характеризуется уровнем унификации продукции - насыщенностью продукции унифицированными, в том числе стандартизированными, деталями, узлами и сборочными единицами.
Степень унификации при этом методе невелика. Унифицируются только торцовые крышки корпусов и вспомогательные детали. Главный экономический выигрыш дает сохранение основного технологического оборудования для обработки роторов и внутренних полостей корпусов. Частным случаем применения данного метода является увеличение нагружаемое зубчатых передач увеличением длины зубьев колес с сохранением их модуля.
Степень унификации характеризуется уровнем унификации продукции - насыщенностью продукции унифицированными, в том числе стандартизированными, деталями, узлами и сборочными единицами.
Понятие взаимозаменяемости.
Взаимозаменяемость — свойство элементов конструкции, изготовленных с определённой точностью геометрических, механических, электрических и иных параметров, обеспечивать заданные эксплуатационные показатели вне зависимости от времени и места изготовления при сборке, ремонте и замене этих элементов.
Взаимозаменяемость используется, чтобы описать определённые типы задач, которые можно разделить на взаимозаменяемые части, которые легко выполняются параллельно и не зависят от других частей. Например: если рабочий может вручную выкапывать 1 метр канавы за день, и должен быть выкопан 10-метровый котлован, чтобы завершить весь проект у одного работника это займёт 10 дней, или 9 дополнительных работников могут быть наняты для выполнения проекта в течение одного дня. Каждый работник может завершить свою часть проекта, не мешая другим работникам, и, что более важно, результат каждого работника не зависит от результатов других работников, чтобы завершить часть общего проекта. С другой стороны, не взаимозаменяемые задачи, как правило, имеют весьма последовательный характер и требуют завершения предыдущих шагов, прежде чем более поздний этап может быть запущен. В качестве примера последовательных задач, которые являются не взаимозаменяемыми: предположим, была группа из девяти беременных женщин. После одного месяца, эти женщины пережили бы в общей сложности девять месяцев беременности, но ребёнок бы не появился.
08.02.2023г. ПРЕДМЕТ: " ТЕХНИЧЕСКАЯ МЕХАНИКА."
Преподаватель: Пархоменко Лариса Ивановна
Тема урока: " Стандартизация и унификация."
Изучить материал и составить краткий конспект.
Документирование — неотъемлемое условие организационной и управленческой деятельности любого предприятия. Рабочие ситуации и действия, предпринимаемые по их урегулированию, на первый взгляд, отличаются большим разнообразием, но последующий анализ выявляет высокую степень их повторяемости. Разнообразие приводит к большому количеству документов в делопроизводстве, а повторяемость дает возможность для их унификации и стандартизации. Унификация и стандартизация управленческих документов заключаются в обнаружении содержательного и формального единообразия, возникающего при исполнении однотипных управленческих функций. Виды унификации документов подразделяются на унификацию по форме и по содержанию, что на практике выражается в использовании стандартных форм и бланков с единообразным содержанием. Юридическое закрепление результатов унификации — суть процесса стандартизации управленческих документов. Основные цели унификации документов: оптимизировать количество деловых бумаг, которые находятся в актуальном производстве; привести формы к единому стандарту типов; повысить общее качество исполнения; увеличить скорости обработки; обеспечить формальную и содержательную совместимость различных групп документов, связанных типологически близкими управленческими функциями; оптимизировать внедрение компьютерной обработки данных.
Унификация документов — это способ сократить избыточное многообразие форм деловых бумаг, привести их к формальному и содержательному единообразию на уровне структуры, языковых конструкций и характеру производимых над ними операций (обработка, учёт, хранение). Унифицированные формы используют как в кадровом и бухгалтерском учёте, так и в разных областях деятельности: транспорте, строительстве и пр. Перечень форм, которые использует компания, оформляют как табель форм.
06.02.2023г. ПРЕДМЕТ: " ТЕХНИЧЕСКАЯ МЕХАНИКА С ОСНОВАМИ ТЕХНИЧЕСКИХ ИЗМЕРЕНИЙ."
Преподаватель: Пархоменко Лариса Ивановна
темы уроков: " Микрометр, проверочные плиты,калибры.", "Приемы пользования штангенциркулем, его устройство."
Изучить материал и составить краткий конспект.
Микрометр служит для наружного измерения деталей с точностью до 0,01 мм. Больше всего распространены микрометры следующих размеров: 0—25; 25—50; 50—75; 75—100 мм. Устройство микрометра показано на рисунке.
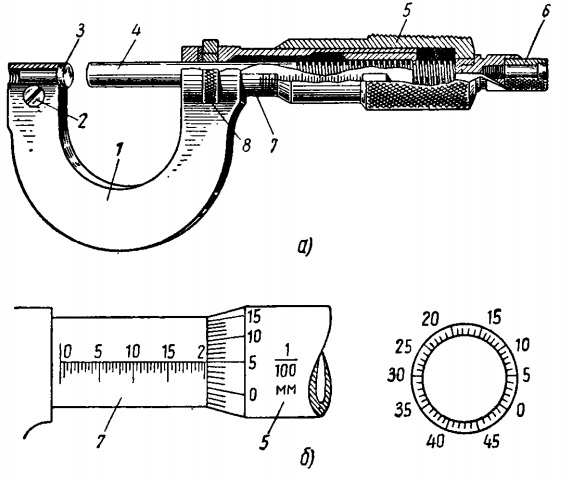
Рис. Микрометр:
а — разрез микрометра; б — определение размера; 1 — скоба; 2 — стопорный винт пятки; 3 — пятка; 4 — винт с микрометрической нарезкой; 5 — барабан; 6 — трещотка; 7 — гильза с делениями до 0,5 мм; 8 — зажимное кольцо.
Скоба микрометра в левой части имеет закаленную и отшлифованную пятку, закрепленную стопорным винтом. В правой части скобы находится гильза с неподвижной шкалой; в гильзе закреплена стальная втулка с микрометрической резьбой, шаг которой равен 0,5 мм. Во втулку завернут микрометрический винт, на наружном конце которого укреплен барабан со шкалой, имеющей 50 делений, расположенных по окружности, и трещоткой.
Для измерения деталь устанавливают между винтом и пяткой, после чего барабан за трещотку повертывается и винт выдвигается до соприкосновения с измеряемой деталью. Для определения размера надо сосчитать число миллиметров на поверхности гильзы, включая пройденное полумиллиметровое деление, а затем посмотреть, какое деление на краю барабана совпадает с осевой чертой, сделанной на гильзе. Это деление будет соответствовать числу сотых долей миллиметра, которое нужно прибавить к предыдущим данным. В положении микрометра, показанном на рисунке б, установлен размер 20,05 мм.
Проверочная плита
Проверочная плита представляет собой чугунную плиту с точно обработанными поверхностью и краями. Ее широко используют при разметочных и контрольных работах. Поверхность плиты не должна иметь задиров, рисок и ржавых пятен. Плиту устанавливают строго горизонтально по уровню. Для проверки изделие или плиту смазывают тонким слоем краски, затем изделие накладывают на плиту и двигают по ней. По отпечатку краски определяют точность обработки изделия. По окончании работы поверхность плиты протирают, смазывают маслом и закрывают деревянной крышкой.
Рис. Проверочная плита
Калибры – это бесшкальные измерительные инструменты, предназначенные для контроля размеров, формы и взаимного расположения частей изделий. Контроль состоит в сравнении размера изделия с калибром по вхождению или степени прилегания их поверхностей. Такое сравнение позволяет рассортировывать изделия на годные (размер находится в пределах допуска) и бракованные. Наиболее распространены предельные калибры: проходные, выполненные по наименьшему предельному размеру отверстия или наибольшему размеру вала, входящего в годные изделия, и непроходные, выполненные по наибольшему размеру отверстия или наименьшему размеру вала, не входящему в годные изделия. По назначению различают калибры: рабочие – для проверки изделий на предприятии-изготовителе, приёмные – для перепроверки изделий заказчиком и контрольные – для проверки или регулировки рабочих и приёмных калибров.
Штангенциркуль
Штангенциркуль (рисунок а) — измерительный инструмент, позволяющий производить три измерения: наружное, внутреннее и глубины с точностью до 0,1 мм. Этот инструмент состоит из неподвижной губки, прикрепленной к масштабной линейке, на которой нанесена метрическая шкала, и из подвижной губки, свободно перемещающейся по линейке. У подвижной губки имеется вырез с нониусом и рейка для измерения глубины. Обе губки имеют сверху заостренные концы для внутренних измерений. На нониусе внизу сделано десять делений. Левая крайняя черта называется нулевой. Для определения размера при разведенных губках штангенциркуля нужно отсчитать целое количество миллиметров, которое прошла по линейке крайняя левая черта нониуса (на рисунке б это — 11 мм), а затем найти черту нониуса, которая точно совпадет с каким-либо делением линейки. В случае, изображенном на рисунке б, вторая черта нониуса (не считая нулевой черты) совпадает с делением на линейке, следовательно, данный размер будет равен 11,2 мм.
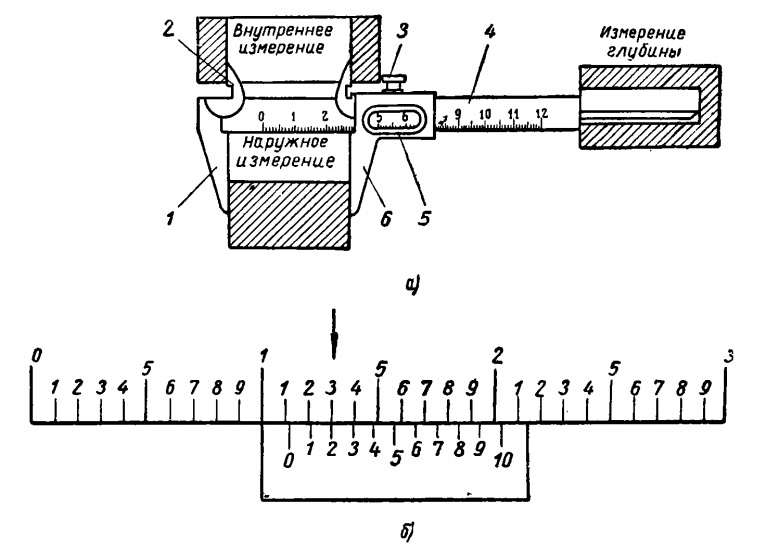
Рис. Штангенциркуль:
а — измерение штангенциркулем; б — отсчет по нониусу; 1 — неподвижная губка; 2 — заостренный конец губки; 3 — винт для закрепления подвижной губки; 4 — масштабная линейка; 5 — нониус; 6 — подвижная губка.
02.02.2023г. ПРЕДМЕТ: " ТЕХНИЧЕСКАЯ МЕХАНИКА С ОСНОВАМИ ТЕХНИЧЕСКИХ ИЗМЕРЕНИЙ."
Преподаватель: Пархоменко Лариса Ивановна
темы уроков: " Классификация методов измерений", "Измерительные средства. Штангенциркуль.Нутромер."
Изучить материал и составить краткий конспект.
Классификация методов измерений.
Различают следующие виды измерений: прямые, косвенные и совокупные.
Прямыми называются измерения, при которых искомое значение величины находят непосредственно из опытных данных, например измерение тока амперметром, напряжения – вольтметром и т. д.
Косвенными называются измерения, при которых искомое значение величины находят на основе известной зависимости между этой величиной и величинами, определяемыми прямым измерением. Например, сопротивление постоянному току какого-либо проводника можно определить (вычислить), измеряя напряжение U на зажимах проводника и силу тока I и используя известную зависимость – закон Ома: R = U/I.
Косвенные измерения могут производиться как экспериментатором, так и соответствующими вычислительными устройствами, к которым относятся также и некоторые виды измерительных приборов. Простейшим примером является электродинамический ваттметр, измерительное устройство которого, осуществляя операцию умножения P = UIcosφ, позволяет определить мощность переменного тока (шкала прибора градуируется в единицах мощности). Вместе с тем этот механизм воспринимает сигналы измерительной информации – отдельно о напряжении и отдельно о силе тока.
Совокупными называются измерения, при которых искомое значение величин находят решением системы уравнений, получаемых при прямых измерениях различных сочетаний этих величин.
Методы измерений по совокупности приемов использования принципов и средств измерения (т. е. по признаку способа) можно разделить на два класса: метод непосредственной оценки и метод сравнения.
Средство измерений – техническое средство, предназначенное для измерений, имеющее нормированные метрологические характеристики, воспроизводящие или хранящие единицу величины, размер которой принимается неизменным в течении известного времени.
Метрологические характеристики средств измерений – характеристики свойств средств измерений.
Средства измерений классифицируются по их роли в процессе измерений и выполняемым функциям [ПЛАКАТ- Классификация СИ по их роли в процессе измерения и выполняемым функциям].
По конструкторскому исполнению средства измерений делятся:
1 меры (например, гиря);
2 измерительные преобразователи (термопара);
3 измерительные приборы (вольтметр);
4 измерительные установки и системы (разрывная машина).
По метрологическому назначению средства измерений делятся:
1 рабочие средства измерений;
2 эталоны.
По уровню стандартизации средства измерений делятся:
- стандартизированные, изготовленные в соответствии с требованием стандартов;
- не стандартизированные, предназначенные для решения специальной измерительной задачи.
Рабочие СИ предназначены для проведения технических измерений. По применению разделяют:
- лабораторные (повышенная точность и чувствительность);
- производственные (повышенная стойкость к ударно-вибрационным нагрузкам высоким и низким температурам);
- полевые (повышенная стабильность в условиях резкого перепада температур высокой влажности).
К средствам измерений относится и эталон.
Эталоны являются высокоточными СИ, именно поэтому используются для проведения метрологических измерений в качестве средств передачи информации о размере единицы.
Наиболее популярными областями применения штангенциркуля является строительство, ремонт машин и оборудования, обработка металлических и деревянных изделий. Сфера применения фактически не имеет ограничений – он может быть использован для определения размеров с точностью 0,1 или 0,05 мм (в зависимости от типа инструмента) в любой сфере деятельности – и в быту, и в аэрокосмической отрасли. Возможности применения ограниченны лишь размером шкалы и требованиями точности (до 0,01 мм для электронных штангенциркулей).

Устройство штангенциркуля достаточно простое. Основным элементом является неподвижная штанга со шкалой и губками для наружных и внутренних размеров, к которой крепятся подвижные и фиксирующие элементы.
- Передвижная рамка;
- Подвижные губки для определения внутреннего размера;
- Подвижные губки для определения наружного размера;
- Шкала нониуса;
- Штанга глубиномера;
- Винт для крепления рамки.
В отдельных моделях возможно наличие подвижной шкалы в верхней части с дюймовой системой измерения.
НУТРОМЕР.
Высокая точность измерений внутренних диаметров нужна не только в производственной отрасли. Пользуются инструментом ювелиры, занимающиеся производством украшений, мастера по ремонту обуви, специалисты по ремонту двигателей внутреннего сгорания и т.п. В отличие от радиусомера, нутромер способен определять внутренние расстояния в труднодоступных местах (в углублениях).

Прибор применяется в следующих случаях:
Нутромер позволяет проверить точность разных приборов и провести их аттестацию. Перед тем, рассмотреть конструкцию штихмаса, разберемся с разновидностями приборов.
Виды нутромеров
Нутромер — это измерительный прибор, который классифицируется на два основных вида. Отличаются приборы по способу проведения измерительных манипуляций. Они бывают:
02.02.2023г. ПРЕДМЕТ: " ОСНОВЫ ЭЛЕКТРОТЕХНИКИ."
Преподаватель: Пархоменко Лариса Ивановна.
Тема урока:" Электрический привод."," Аппаратура управления и защиты."
Изучить материал и составить краткий конспект.
Электрический привод (сокращённо — электропривод, ЭП) — управляемая электромеханическая система, предназначенная для преобразования электрической энергии в механическую и обратно и управления этим процессом.
Современный электропривод — совокупность множества электромашин, аппаратов и систем управления ими. Он является основным потребителем электрической энергии (до 60 %) и главным источником механической энергии в промышленности.
В ГОСТ Р 50369-92 электропривод определён как электромеханическая система, состоящая из преобразователей электроэнергии, электромеханических и механических преобразователей, управляющих и информационных устройств и устройств сопряжения со внешними электрическими, механическими, управляющими и информационными системами, предназначенная для приведения в движение исполнительных органов рабочей машины и управления этим движением в целях осуществления технологического процесса.
Как видно из определения, исполнительный орган в состав привода не входит. Однако авторы авторитетных учебников включают исполнительный орган в состав электропривода. Это противоречие объясняется тем, что при проектировании электропривода необходимо учитывать величину и характер изменения механической нагрузки на валу электродвигателя, которые определяются параметрами исполнительного органа. При невозможности реализации прямого привода электродвигатель приводит исполнительный орган в движение через кинематическую передачу. КПД, передаточное число и пульсации, вносимые кинематической передачей, также учитываются при проектировании электропривода.
Функциональные элементы:
- Регулятор (Р) предназначен для управления процессами, протекающими в электроприводе.
- Электрический преобразователь (ЭП) предназначен для преобразования электрической энергии сети в регулируемое напряжение постоянного или переменного тока.
- Электромеханический преобразователь (ЭМП) — двигатель, предназначен для преобразования электрической энергии в механическую.
- Механический преобразователь (МП) может изменять скорость вращения двигателя.
- Упр — управляющее воздействие.
- ИО — исполнительный орган.
Функциональные части:
- Силовая часть или электропривод с разомкнутой системой регулирования.
- Механическая часть.
- Система управления электропривода.
Электромагнитные пускатели различаются между собой по: назначению (нереверсивные, реверсивные); степени защиты от воздействия окружающей среды; наличию тепловых реле (без тепловых реле, с тепловыми реле); виду блокировки в реверсивных пускателях (механической, электрической, механической и электрической одновременно); наличию встроенных в оболочку пускателя кнопок управления (без кнопок, с кнопками); величине, габариту или передаваемой мощности; напряжению главной цепи и цепи управления.
Главные силовые (линейные) контакты пускателя включают в Рассечку проводов, питающих электроустановку (электродвигатель). В провода двух или трёх фаз включаются также нагревательные элементы тепловых реле. Катушку электромагнита подключают к сети через размыкающие контакты тепловых реле и кнопки управления.
Контактор. Представляет собой двухпозиционный аппарат с самовозвратом, предназначенный для частых коммутаций рабочих токов, а также для редких отключений при токах перегрузки. Включение контакторов - дистанционное с помощью встроенных электромагнитов.
Контакторы различаются между собой по: роду тока главной цепи и цепи управления (постоянного, переменного); числу главных полюсов (от одного до пяти), номинальному току главных цепей (4;6,5;10,16,25,40,63,100,160,250,400,630,1000,2500А); номинальному напряжению главной цепи (постоянное - 110,220,400,600В; переменное – 220,380,500,660,1140В); номинальному напряжению включающей катушки (постоянное - 24,48,60,110,220В; переменное - 24,36,110,127, 220,230,240,380,400,415,440,500,660В); способу гашения дуги (с магнитным гашением или дугогасительной решеткой); наличию и исполнению блок-контактов; роду присоединения проводников; классу, соответствующему частоте включений; категории размещения; воздействию климатических факторов; степени защиты.
Механическая износоустойчивость позволяет осуществлять от 250 тысяч до 10 млн. циклов, время срабатывания контакторов лежит впределах от десятых до сотых долей секунды.
Контакторы имеют конструкцию электромагнита с якорем клапанного (откидного) типа, и прямоходовым якорем, подобную конструкцию электромагнита пускателя .
Преподаватель: Пархоменко Лариса Ивановна
Темы уроков: " Механическая характеристика асинхронного двигателя."," Общие сведения об электрических аппаратах ."
Изучить материал и составить краткий конспект.
Механическая характеристика асинхронного двигателя.
Механическая характеристика. Зависимость частоты вращения ротора от нагрузки (вращающегося момента на валу) называется механической характеристикой асинхронного двигателя (рис. 262, а). При номинальной нагрузке частота вращения для различных двигателей обычно составляет 98—92,5 % частоты вращения n1 (скольжение sном = 2 – 7,5 %). Чем больше нагрузка, т. е. вращающий момент, который должен развивать двигатель, тем меньше частота вращения ротора. Как показывает кривая
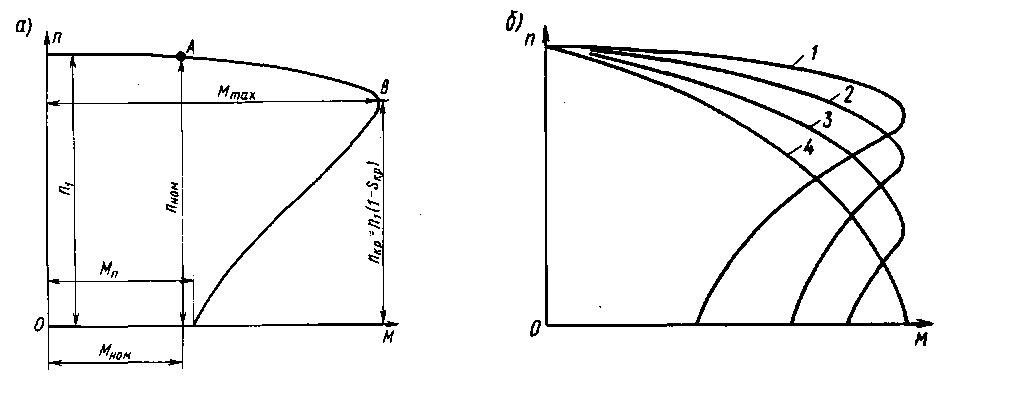
Рис. 262. Механические характеристики асинхронного двигателя: а — естественная; б — при включении пускового реостата
на рис. 262, а, частота вращения асинхронного двигателя лишь незначительно снижается при увеличении нагрузки в диапазоне от нуля до наибольшего ее значения. Поэтому говорят, что такой двигатель обладает жесткой механической характеристикой.
Наибольший вращающий момент Mmax двигатель развивает при некоторое скольжении skp, составляющем 10—20%. Отношение Mmax/Mном определяет перегрузочную способность двигателя, а отношение Мп/Мном — его пусковые свойства.
Двигатель может устойчиво работать только при обеспечении саморегулирования, т. е. автоматическом установлении равновесия между приложенным к валу моментом нагрузки Мвн и моментом М, развиваемым двигателем. Этому условию соответствует верхняя часть характеристики до достижения Mmax (до точки В). Если нагрузочный момент Мвн превысит момент Mmax, то двигатель теряет устойчивость и останавливается, при этом по обмоткам машины будет длительно проходить ток в 5—7 раз больше номинального, и они могут сгореть.
При включении в цепь обмоток ротора пускового реостата получаем семейство механических характеристик (рис. 262,б). Характеристика 1 при работе двигателя без пускового реостата называется естественной. Характеристики 2, 3 и 4, получаемые при подключении к обмотке ротора двигателя реостата с сопротивлениями R1п (кривая 2), R2п (кривая 3) и R3п (кривая 4), называют реостатными механическими характеристиками. При включении пускового реостата механическая характеристика становится более мягкой (более крутопадающей), так как увеличивается активное сопротивление цепи ротора R2 и возрастает sкp. При этом уменьшается пусковой ток. Пусковой момент Мп также зависит от R2. Можно так подобрать сопротивление реостата, чтобы пусковой момент Мп был равен наибольшему Мmax.
ОБЩИЕ СВЕДЕНИЯ ОБ ЭЛЕКТРИЧЕСКИХ АППАРАТАХ.
Электрическими аппаратами (ЭА) называются электротехнические устройства для управления потоками энергии и информации, режимами работы, контроля и защиты технических систем и их компонентов. Электрические аппараты служат для коммутации, сигнализации и защиты электрических сетей и электроприемников, а также управления электротехническими и технологическими установками и находят исключительно широкое применение в различных областях народного хозяйства: в электроэнергетике, в промышленности и транспорте, в аэрокосмических системах и оборонных отраслях, в телекоммуникациях, в коммунальном хозяйстве, в бытовой технике и т.д. При этом в каждой из областей диапазон используемой номенклатуры аппаратов очень широк. Можно определенно сказать, что не существует области, связанной с использованием электрической энергии, где бы не применялись электрические аппараты. Широкое и разнообразное применение электрических аппаратов в энергетике, автоматизации производственных процессов и во всех отраслях промышленности определяет необходимость освоения инженерно-техническим составом, работающим в этой области, теории аппаратов, вопросов их разработки и применения. Учебные планы технических университетов содержат курс «Электрические и электронные аппараты» для студентов различных электротехнических специальностей. Учебный план для студентов специальностей 140.601, 140.604, 140.607 предусматривает, кроме теоретического курса, практические и лабораторные занятия и достаточно большой объем самостоятельной работы.
31.01.2023г. ПРЕДМЕТ : " ОСНОВЫ ЭЛЕКТРОТЕХНИКИ."
Преподаватель: Пархоменко Лариса Ивановна
Темы уроков: " Принцип действия и строение генератора постоянного тока."," Основные характеристики генератора постоянного тока."
Изучить материал и составить краткий конспект.
Генераторы постоянного тока используются для питания силовых линий на городском электротранспорте, используемых трамваями и троллейбусами. Такие генераторы по-прежнему используют в технике электросвязи в качестве источников постоянного электротока в низковольтных цепях.
Устройство и принцип работы
В основе действия генератора лежит принцип, вытекающий из закона электромагнитной индукции. Если между полюсами постоянного магнита поместить замкнутый контур, то при вращении он будет пересекать магнитный поток . По закону электромагнитной индукции в момент пересечения индуцируется ЭДС. Электродвижущая сила возрастает по мере приближения проводника к полюсу магнита. Если к коллектору подсоединить нагрузку R, то через образованную электрическую цепь потечёт ток.
По мере выхода витков рамки из зоны действия магнитного потока ЭДС ослабевает и приобретает нулевое значение в тот момент, когда рамка расположится горизонтально. Продолжая вращение контура, его противоположные стороны меняют магнитную полярность: часть рамки, которая находилась под северным полюсом, занимает положение над южным магнитным полюсом.
Величины ЭДС в каждой активной обмотке контура определяются по формуле: e1 = Blvsinwt; e2 = -Blvsinwt; , где B – магнитная индукция, l – длина стороны рамки, v – линейная скорость вращения контура, t – время, wt – угол, под которым рамка пересекает магнитный поток.
При смене полюсов меняется направление тока. Но благодаря тому, что коллектор поворачивается синхронно с рамкой, ток на нагрузке всегда направлен в одну сторону. То есть рассматриваемая модель обеспечивает выработку постоянного электричества. Результирующая ЭДС имеет вид: e = 2Blvsinwt, а это значит, что изменение она подчиняется синусоидальному закону.
Характеристики генератора постоянного тока.
Основными величинами, характеризующими работу генераторов постоянного тока, являются: вырабатываемая мощность Р, напряжение на выводахU, ток возбужденияIв,ток якоряIяили ток нагрузкиI, частота вращенияn.
Основными характеристиками, определяющими свойства генераторов, являются:
характеристика холостого хода — зависимость ЭДС генератора от тока возбуждения при постоянной частоте вращения:E =f(Iв) приI= 0 иn=nном=const;
внешняя характеристика — зависимость напряжения на выводах генератора от тока нагрузки при постоянном сопротивлении цепи возбуждения и постоянной частоте вращения:U=f(I) приRв =constиn=const;
регулировочная характеристика— зависимость тока возбужденияIвот тока нагрузкиI:Iв =f(I) при условии поддержания постоянного напряжения на выводах генератора (U=const) иn=nном=const.
Свойства и характеристики генератора постоянного тока зависят главным образом от схемы включения обмотки главных полюсов. По этому признаку генераторы делятся на генераторы независимого, параллельного, последовательного и смешанного возбуждения . Последние три типа генераторов относятся к генераторам с самовозбуждением.
Рассмотрим процесс самовозбуждения при отключенной нагрузке генератора.
Магнитная цепь машины имеет небольшой остаточный магнитный поток Фост (примерно 2-3 % от номинального). При вращении якоря в поле остаточного магнитного потока в нем наводится небольшая ЭДС, вызывающая некоторый токIвв обмотке возбуждения, а следовательно, возникает некоторая магнитодвижущая сила возбуждения. По отношению к магнитному потокуФостона может быть направлена согласно или встречно. При согласном направлении происходит увеличение остаточного магнитного потока, вследствие чего ЭДС в якоре возрастает, и процесс развивается лавинообразно до тех пор, пока не будет ограничен насыщением магнитной цепи. Если магнитодвижущая сила и магнитный поток будут направлены встречно, то самовозбуждения не будет происходить. Тогда для изменения направления токаIв в обмотке возбуждения следует переключить концы, подсоединяющие ее к якорю.
Однако процесс самовозбуждения генератора может развиваться, что происходит при определенных условиях. Этими условиями являются:
1) наличие остаточного магнитного потока;
2) совпадение направления остаточного магнитного поля и поля, создаваемого обмоткой возбуждения;
3) значение сопротивления цепи возбуждения меньше критического, т.е. когда ток возбуждения способен достигнуть значения, обеспечивающего на характеристике холостого хода заданное значение ЭДС.
30.01.2023г. ПРЕДМЕТ : " ОСНОВЫ ЭЛЕКТРОТЕХНИКИ."
Преподаватель: Пархоменко Лариса Ивановна
Темы уроков: " Синхронная скорость вращения.Скольжение.","Вращающий момент."
Изучить материал и составить краткий конспект.
Синхронная скорость вращения.Скольжение.
Двигатели переменного напряжения есть трёх типов: синхронные, угловая скорость ротора которых совпадает с угловой частотой магнитного поля статора; асинхронные – в них вращение ротора отстаёт от вращения поля; коллекторные, конструкция и принцип действия которых аналогичны двигателям постоянного напряжения.
Скорость вращения электромашины переменного тока зависит от угловой частоты магнитного поля статора. Эта скорость называется синхронной. В синхронных двигателях вал вращается с той же быстротой, что является преимуществом этих электромашин.
Для этого в роторе машин большой мощности есть обмотка, на которую подаётся постоянное напряжение, создающее магнитное поле. В устройствах малой мощности в ротор вставлены постоянные магниты, или есть явно выраженные полюса.
Скольжение.В асинхронных машинах число оборотов вала меньше синхронной угловой частоты. Эта разница называется скольжение «S». Благодаря скольжению в роторе наводится электрический ток, и вал вращается. Чем больше S, тем выше вращающий момент и меньше скорость. Однако при превышении скольжения выше определённой величины электродвигатель останавливается, начинает перегреваться и может выйти из строя.
ВРАЩАЮЩИЙ МОМЕНТ.
Моме́нт си́лы (момент силы относительно точки) — векторная (b) физическая величина (b) , характеризующая действие силы на механический объект, которое может вызвать его вращательное движение. Определяется как векторное произведение (b) радиус-вектора (b) точки приложения силы и вектора силы (b) . Моменты (b) сил, образующиеся в разных условиях, в технике могут иметь названия: кру́тящий момент, враща́тельный момент, вертя́щий момент, враща́ющий момент, скру́чивающий момент.


Момент силы обозначается символом или, реже, (тау).


Единица измерения в СИ (b) : Н⋅м (b) . Величина момента силы зависит от выбора начала отсчёта радиус-векторов O.
Понятие момента силы используется, в основном, в области задач статики (b) и задач, связанных с вращением (b) деталей (рычагов (b) и др.) в технической механике (b) . Особенно важен случай вращения твёрдого тела вокруг фиксированной оси — тогда O выбирают на этой оси, а вместо самого момента рассматривают его проекцию на ось ; такая проекция называется моментом силы относительно оси.

Наличие момента силы влечёт изменение момента импульса (b) тела относительно того же начала O со временем : имеет место соотношение . В статике равенство нулю суммы моментов всех приложенных к телу сил является одним из условий (наряду с равенством нулю суммы сил) реализации состояния покоя.



В физике (b) момент силы играет роль вращающего воздействия на тело.
В простейшем случае, если сила приложена к рычагу перпендикулярно ему и оси вращения, то момент силы определяется как произведение величины на расстояние от места приложения силы до оси вращения рычага, называемое «плечом силы»:


- .
![{\displaystyle M=[{\rm {force}}]\cdot [{\rm {force\,arm}}]=Fx}](https://wikimedia.org/api/rest_v1/media/math/render/svg/c3e0831500e09eab44af2ed2a549c7728bc1498a "... Click ... Puzzle")
Момент силы иногда называют вращающим или крутящим моментом. «Вращающий» момент понимается в технике как внешнее усилие, прикладываемое к объекту, а «крутящий» — как внутреннее, возникающее в самом объекте под действием приложенных нагрузок (этим понятием оперируют в сопромате (b) ).
27.01.2023г. ПРЕДМЕТ : " ОСНОВЫ ЭЛЕКТРОТЕХНИКИ."
Преподаватель: Пархоменко Лариса Ивановна
Темы уроков: "Устройство и принцип действия измерительных приборов.","Измерение тока и напряжения."
Изучить материал и составить краткий конспект.
Приборы различных систем и назначений имеют много общего как в конструкции, так и в принципе действия. Основная идея заключается в том, что то или иное проявление измеряемой величины вызывает усилия, производящие механическое перемещение указателя вдоль шкалы.
Всякий прибор состоит из корпуса, в котором размещаются измерительный механизм, шкала и вспомогательные части.
Измерительный механизм состоит из подвижной части и неподвижных частей. Подвижная часть может совершать вращательное движение в пределах некоторого ограниченного угла. Угол поворота подвижной части служит мерой измеряемой величины.
Усилие, вызывающее вращение подвижной части, называется вращающим моментом. Вращающий момент равен произведению силы на плечо и измеряется в килограммометрах (кГм). В измерительных приборах приходится иметь дело с весьма малыми моментами, не превышающими нескольких граммосантиметров (Гсм), а иногда и значительно меньшими. Так, например, максимальный момент, действующий на подвижную часть лабораторного электростатического вольтметра, имеет порядок долей миллиграм-мосантиметра (мГсм).
Для того чтобы под действием столь малого момента подвижная часть могла свободно поворачиваться, она устанавливается на растяжках — тонких ленточках, изготовляемых из фосфористой или бериллиевой бронзы.
При еще меньших моментах подвижная часть устанавливается; на подвесе, т. е. подвешивается лишь на одной ленточке. Чтобы предотвратить обрыв подвеса при переноске прибора, он снабжается арретиром — устройством, позволяющим разгрузить подвес от натяжения закреплением подвижной части.
В щитовых приборах действуют вращающие моменты порядка; долей или даже единиц граммосантиметров. Подвижная часть подобных приборов устанавливается на кернах и подпятниках. Ось, подвижной части может быть либо сквозной, либо состоять из двух половин. Концы оси, заточенные на конус с углом при вершине около 60°, называются кернами. Вершина конуса закругляется и тщательно полируется.
Керны упираются в имеющиеся в подпятниках углубления — кратеры.
Керны изготовляются из углеродистой стали, а подпятники из корунда или агата.
Радиус закругления керна обычно выбирается в пределах от 0,015 до 0,1 мм, в зависимости от веса подвижной части и условий эксплуатации прибора. Радиус закругления дна кратера должен быть в четыре — десять раз больше, чем радиус закругления керна. Обычно он лежит в пределах от 0,15 до 0,35 мм.
Чем меньше радиус закругления керна, тем меньше трение в подпятниках и тем свободнее может вращаться подвижная часть, но одновременно уменьшение радиуса закругления керна ведет к увеличению удельного давления, которое может стать при тряске прибора настолько большим, что вызовет повреждение полировки кратера или смятие керна.
Если подвижная часть может свободно вращаться, то под действием вращающего момента, вызванного измеряемой величиной, она повернется на полный угол, и мы не получим представления о том, насколько велик момент и каково значение измеряемой величины. Очевидно, кроме момента, вызываемого измеряемой величиной, так называемого действующего момента, необходимо иметь противодействующий. Этот момент создается при повороте подвижной части спиральными пружинками, изготовляемыми из тонкой бронзовой ленты. Один конец такой пружинки прикрепляется к оси подвижной части, а другой к неподвижной части.
Для того чтобы закрутить пружинку на некоторый угол, необходимо приложить момент, прямо пропорциональный величине этого угла.
Когда прибор не подключен, действующий и противодействующий моменты равны нулю, и подвижная часть находится в положении, при котором стрелка указывает на нулевую отметку. При подключении прибора подвижная часть будет поворачиваться до тех пор, пока действующий момент не уравновесится противодец^ ствующим моментом. Стрелка прибора останавливается против отметки, соответствующей некоторому, вполне определенному, значению измеряемой величины.
При подключении прибора подвижная часть занимает определенное положение, соответствующее измеряемой величине, не сразу. Некоторое время она будет колебаться возле этого положения, как возле среднего, с уменьшающейся амплитудой. Это время называется временем успокоения прибора. Для того чтобы сделать время успокоения достаточно малым, измерительные механизмы снабжаются успокоителями. Применяются воздушные и магнитные успокоители.
Более просто устроен магнитный успокоитель. На оси подвижной части укрепляется легкий алюминиевый сектор, могущий свободно двигаться в зазоре между полюсами постоянного магнита. Двигаясь в зазоре, сектор пересекает магнитные силовые линии. Наводимые в секторе токи взаимодействуют с магнитным полем постоянного магнита, что приводит к торможению сектора. Наводимые токи и сила торможения оказываются тем больше, чем больше скорость движения сектора. В неподвижном состоянии сила, действующая на сектор, равна нулю.
Магнитные успокоители применяются в таких приборах, где поле постоянного магнита не может оказать мешающего влияния на поля самого измерительного механизма. Там, где такая опасность имеется, применяются воздушные успокоители. Воздушный успокоитель представляет собой закрепленное на оси подвижной части легкое алюминиевое крыло, помещенное в закрытую воздушную камеру. Здесь торможение получается за счет сопротивления воздуха, которое пропорционально скорости движения сектора. Иногда вместо крыла употребляют поршень, движущийся в изогнутой трубке, закрытой с одного конца.
При очень сильном успокоении движение подвижной части может перейти из колебательного режима в апериодический, т. е. такой, когда подвижная часть при движении не переходит через положение равновесия, т. е. не совершает колебаний. Однако в этом случае время успокоения может оказаться очень большим.
Практически успокоение делают таким, чтобы сохранялся колебательный режим, но колебания быстро затухали.
В неподключенном приборе стрелка должна всегда стоять против нулевой отметки (исключение составляют приборы, не имеющие пружинок для создания противодействующего момента), но под влиянием температурных воздействий и деформации пружинок или вследствие других причин подвижная часть может «сойти с нуля». Для установки стрелки на нуль в приборах предусматривается устройство, называемое корректором.
По целому ряду причин измерительные приборы никогда не Дают нам действительного значения измеряемой величины. Погрешность измерения зависит как от погрешности прибора, так и от метода измерения, т. е. способа производства измерения.
Погрешности прибора вызываются его несовершенством. Так, вследствие трения в подпятниках, подвижная часть может не доходить до положения, определяемого равенством моментов действующего и противодействующего.
В приборах с подвижной частью, установленной на кернах и подпятниках, при вертикальном положении оси подвижной части имеет место погрешность от опрокидывания. Погрешность от опрокидывания появляется вследствие того, что ось подвижной части в подпятниках имеет некоторый зазор. При изменении положения прибора меняет свое положение и ось подвижной части, отклоняясь от вертикального в ту или другую сторону, а вместе с ней и стрелка.
Если подвижная часть недостаточно уравновешена или, как говорят, плохо отбалансирована, то показание прибора будет изменяться при изменении угла его наклона. Погрешность от неуравновешенности сильнее проявляется при горизонтальном расположении оси подвижной части.
Причиной некоторой погрешности может служить также неточно вычерченная при изготовлении или ремонте прибора, шкала и т. д.
Указанные погрешности присущи приборам почти всех систем, при измерениях всегда не превышают допустимой для данного случая величины.
Приборы магнитоэлектрической системы. Магнитоэлектрическая система измерительных приборов определяется как система, вращающий момент которой создается благодаря взаимодействию между полем постоянного магнита и одним или несколькими проводниками с током.
Приборы магнитоэлектрической системы могут быть или с подвижным магнитом или с подвижной катушкой. Последние получили наиболее широкое распространение.
Идея устройства магнитоэлектрического прибора с подвижной катушкой . Между полюсами постоянного магнита находится подвижная катушка. Для получения равномерного радиального поля между полюсами магнита располагается сердечник из мягкого железа.При протекании тока по катушке на ее активные стороны, находящиеся в магнитном поле, будут действовать силы, создающие вращающий момент.
Величина вращающего момента, действующего на подвижную часть, прямо пропорциональна силе тока в катушке.
Измерительный механизм магнитоэлектрической системы, применяемый в щитовых приборах нескольких типов. Здесь постоянный магнит, имеющий форму короткого бруска, охватывается ярмом из мягкого железа. Ярмо является магнитопроводом и образует один из полюсных наконечников.
Подвижная катушка представляет собой алюминиевый каркас — рамку, на которую намотана тонкая изолированная проволока. Ток к рамке подводится с помощью двух спиральных пружинок.При повороте рамки пружинки закручиваются и создают противодействующий момент, прямо пропорциональный углу поворота.
Таким образом, угол отклонения стрелки магнитоэлектрического прибора прямо пропорционален силе тока в подвижной катушке. Прибор имеет шкалу с равномерными делениями. При перемене направления тока изменится и направление движения, т. е. стрелка будет отклоняться в обратную сторону, поэтому прибор пригоден только для постоянного тока. При одном и том же токе угол отклонения подвижной части тем больше, чем больше чувствительность прибора — величина угла (в градусах или делениях шкалы) отклонения, соответствующая единице силы тока.
Чем больше индукция в воздушном зазоре, число витков рамки и ее размеры и чем слабее пружинки, тем выше чувствительность прибора. Казалось бы, что уменьшая момент пружинок, можно получить очень чувствительный прибор. Теоретически это верно, однако употребление очень слабых пружинок приводит к тому, что момент трения становится соизмеримым с действующим моментом. Погрешность от трения при этом может достигнуть недопустимых значений.
Увеличение размеров рамки и числа витков ведет к увеличению веса подвижной части, что опять-таки увеличивает трение. Кроме того, увеличение веса подвижной части ведет к увеличению момента инерции, из-за чего увеличивается период собственных колебаний и время успокоения.
Правильный выбор основных величин позволяет делать магнитоэлектрические приборы с весьма высокими показателями. Конструкции их чрезвычайно разнообразны. Мы ограничимся рассмотрением магнитоэлектрических амперметров и вольтметров, лишь упомянув о том, что существуют омметры, чувствительные гальванометры, шлейфные осциллографы, вибрационные гальванометры и другие специальные приборы этой системы.
Простейшим магнитоэлектрическим прибором является миллиамперметр. Здесь весь измеряемый ток проходит по обмотке рамки. При изменении внешней температуры (или от нагревания обмотки рамки током) сопротивление рамки изменится (медный проводник при нагревании на 10 °С увеличивает свое сопротивление на 4%), но это не вызовет дополнительной погрешности, так как прибор отметит некоторое уменьшение тока нагрузки.
При увеличении температуры некоторая погрешность может возникнуть из-за уменьшения упругости пружинок, но так как при этом имеет место ослабление поля постоянного магнита, то эти два фактора взаимно компенсируются.
Измерение тока.Для измерения тока в цепи амперметр 2 (рис. 2, а) или миллиамперметр включают в электрическую цепь последовательно с приемником 3 электрической энергии.Для того чтобы включение амперметра не оказывало влияния на работу электрических установок и он не создавал больших потерь энергии, амперметры выполняют с малым внутренним сопротивлением. Поэтому практически сопротивление его можно считать равным нулю и пренебрегать вызываемым им падением напряжения. Амперметр можно включать в цепь только последовательно с нагрузкой. Если амперметр подключить непосредственно к источнику 1, то через катушку прибора пойдет очень большой ток (сопротивление амперметра мало) и она сгорит.
Для расширения пределов измерения амперметров, предназначенных для работы в цепях постоянного тока, их включают в цепь параллельно шунту 4 (рис. 2,б). При этом через прибор проходит только часть IА измеряемого тока I, обратно пропорциональная его сопротивлению RА. Большая часть Iш этого тока проходит через шунт. Прибор измеряет падение напряжения на шунте, зависящее от проходящего через шунт тока, т. е. используется в качестве милливольтметра. Шкала прибора градуируется в амперах. Зная сопротивления прибора RA и шунта Rш можно по току IА, фиксируемому прибором, определить измеряемый ток:
I = IА (RА+Rш)/Rш = IАn (105)
где n = I/IА = (RA + Rш)/Rш — коэффициент шунтирования. Его обычно выбирают равным или кратным 10. Сопротивление шунта, необходимое для измерения тока I, в n раз большего, чем ток прибора IА,
Rш = RA/(n-1) (106)
Конструктивно шунты либо монтируют в корпус прибора (шунты на токи до 50 А), либо устанавливают вне его и соединяют с прибором проводами. Если прибор предназначен для постоянной работы с шунтом, то шкала его градуируется сразу в значениях измеряемого тока с учетом коэффициента шунтирования и никаких расчетов для определения тока выполнять не требуется. В случае применения наружных (отдельных от приборов) шунтов на них указывают номинальный ток, на который они рассчитаны, и номинальное напряжение на зажимах (калиброванные шунты). Согласно стандартам это напряжение может быть равно 45, 75, 100 и 150 мВ. Шунты подбирают к приборам так, чтобы при номинальном напряжении на зажимах шунта стрелка прибора отклонялась на всю шкалу. Следовательно, номинальные напряжения прибора и шунта должны быть одинаковыми. Имеются также индивидуальные шунты, предназначенные для работы с определенным прибором. Шунты делят на пять классов точности (0,02; 0,05; 0,1; 0,2; 0,5). Обозначение класса соответствует допустимой погрешности в процентах.
Для того чтобы повышение температуры шунта при прохождении по нему тока не оказывало влияния на показания прибора, шунты изготовляют из материалов с большим удельным сопротивлением и малым температурным коэффициентом (константан, манганин, никелин и пр.). Для уменьшения влияния температуры на показания амперметра последовательно с катушкой прибора в некоторых случаях включают добавочный резистор из констан-тана или другого подобного материала.
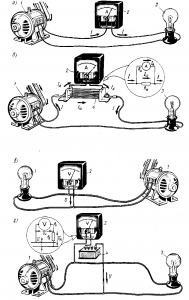
Рис. 2. Схемы для измерения тока (а, б) и напряжения (в, г)
Измерение напряжения. Для измерения напряжения U, действующего между какими-либо двумя точками электрической цепи, вольтметр 2 (рис. 2, в) присоединяют к этим точкам, т. е. параллельно источнику 1 электрической энергии или приемнику 3.
Для того чтобы включение вольтметра не оказывало влияния на работу электрических установок и он не создавал больших потерь энергии, вольтметры выполняют с большим сопротивлением. Поэтому практически можно пренебрегать проходящим по вольтметру током.
Для расширения пределов измерения вольтметров последовательно с обмоткой прибора включают добавочный резистор 4 (Rд) (рис. 2,г). При этом на прибор приходится лишь часть Uv измеряемого напряжения U, пропорциональная сопротивлению прибора Rv.
Зная сопротивление добавочного резистора и вольтметра, можно по значению напряжения Uv, фиксируемого вольтметром, определить напряжение, действующее в цепи:
U = (Rv+Rд)/Rv * Uv = nUv (107)
Величина n = U/Uv=(Rv+Rд)/Rv показывает, во сколько раз измеряемое напряжение U больше напряжения Uv, приходящегося на прибор, т. е. во сколько раз увеличивается предел измерения напряжения вольтметром при применении добавочного резистора.
Преподаватель: Пархоменко Лариса Ивановна
Темы уроков: " Измерение электрической энергии","Схемы включения вольтметров и счетчиков."
Изучить материал и составить краткий конспект.
Измерение энергии. Различают следующие способы контроля расхода электроэнергии: 1. Косвенный способ. В этом случае измеряют косвенные параметры, а расход электроэнергии определяют расчетом. Так например, расход электроэнергии в цепях постоянного тока определяется по формуле:
W = U I t(16.1),
где U - напряжение на приемнике электроэнергии I - ток в приемнике t- время прохождения тока.
Т.о. для измерения расхода электроэнергии параллельно приемнику нужно включить вольтметр и измерить напряжение U, последовательно приемнику включить амперметр и измерить силу тока I . Время - t измеряется с помощью хронометра. Сняв показания с вольтметра, амперметра и хронометра расход электроэнергии определяют по формуле (16.1). В цепях переменного тока расход электроэнергии определяется по формуле (16.2)
W = U I t cosφ(16.2)
Т.о. для косвенного измерения расхода электроэнергии в данном случае, кроме вольтметра, амперметра и хронометра нужно включить фазометр для измерения коэффициента мощности cosφ.
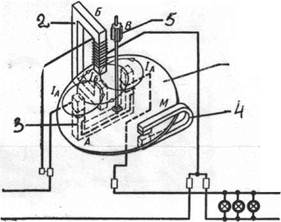 2. Непосредственный способ. Этот способ используется в цепях переменного тока. В этом случае для измерения расхода электроэнергии используется индукционный счетчик электрической энергии. Счетчик представляет собой суммирующий прибор. Основное отличие его от стрелочного прибора состоит в том, что угол поворота его подвижной части не ограничиваемый пружиной, нарастает и показания счетчика суммируются. Каждому обороту подвижной части счетчика соответствует определенное количество израсходованной энергии. Счетчик включается в Рис. 16.2 электрическую цепь также как ваттметр (рис. 16, 1), т.е. его токовая обмотка (3) включается последовательно с нагрузкой и контролирует силу тока в нагрузке, а обмотка напряжения (2) включается параллельно нагрузке и контролирует напряжение на нагрузке. Время контролируется за счет количества оборотов диска.
2. Непосредственный способ. Этот способ используется в цепях переменного тока. В этом случае для измерения расхода электроэнергии используется индукционный счетчик электрической энергии. Счетчик представляет собой суммирующий прибор. Основное отличие его от стрелочного прибора состоит в том, что угол поворота его подвижной части не ограничиваемый пружиной, нарастает и показания счетчика суммируются. Каждому обороту подвижной части счетчика соответствует определенное количество израсходованной энергии. Счетчик включается в Рис. 16.2 электрическую цепь также как ваттметр (рис. 16, 1), т.е. его токовая обмотка (3) включается последовательно с нагрузкой и контролирует силу тока в нагрузке, а обмотка напряжения (2) включается параллельно нагрузке и контролирует напряжение на нагрузке. Время контролируется за счет количества оборотов диска.
Напряжение и ток в сетях постоянного тока измеряют магнитоэлектрическими приборами (вольтметрами, амперметрами) (рис. 1.1, а). Для расширения пределов измерения вольтметров применяют добавочные сопротивления (Лдоб), а для амперметров — шунты. Схема включения приборов в сеть показана на рис. 1.1, б.
Измерение напряжения, тока и мощности в сетях переменного тока производится электродинамическими приборами (вольтметрами, амперметрами, ваттметрами).
Схема включения амперметра и вольтметра в однофазную сеть через трансформаторы тока и напряжения приведена на рис. 1.2.
Схема включения амперметра и вольтметра в трехфазную сеть через трансформаторы тока и напряжения приведена на рис. 1.3.
Для измерения напряжения и тока широко применяют также электромагнитные приборы.
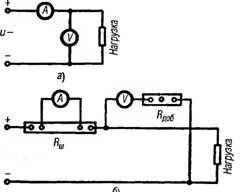
Рис. 1.1. Схемы включения вольтметра и амперметра в электрическую цепь
Включение амперметров через трансформатор тока позволяет осуществлять замену приборов путем замыкания вторичной цепи трансформатора, не нарушая электроснабжения.
Эти приборы включаются в сеть через трансформаторы тока и напряжения.
Измерение напряжения и тока в сетях высокого напряжения производится электродинамическими и электромагнитным приборами, измерение мощности — электродинамическими приборами.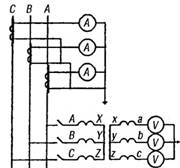
Рис. 1.3. Включение амперметров в вольтметров в трехфазную цепь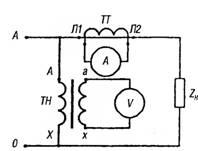
Рис. 1.2. Схемы включения амперметра и вольтметра в однофазную сеть через трансформаторы тока и напряжения
Измерение активной и реактивной энергии.
Для учета активной и реактивной энергии в цепях однофазного и трехфазного переменного тока частотой 50 Гц промышленность изготовляет индукционные электрические счетчики следующих типов:
СО — счетчик (С) активной энергии однофазный (О) непосредственного включения или трансформаторный;
СОУ — счетчик активной энергии однофазный трансформаторный универсальный (У);
САЗ и СА4 — счетчики (С) активной (А) энергии непосредственного включения или трансформаторные для измерений в трехпроводных (3) и четырехпроводных (4) цепях трехфазного тока; СРЗ и СР4 — то же реактивной (Р) энергии;
![]()
счетчики активной (А) и реактивной (Р)
энергии, трансформаторные, универсальные (У) для измерений в трехпроводных (3) и четырехпроводных (4) цепях трехфазного тока.
Электрические счетчики изготовляют на различные номинальные токи и номинальные напряжения.
На рис. 1.4-1.6приведены схемы включения активных и реактивных счетчиков электроэнергии. Учет энергии с помощью индукционных счетчиков возможен с сохранением класса точности только на синусоидальном токе при спокойном характере нагрузки. При наличии высших гармоник и нестационарных процессов эти счетчики дают значительную погрешность. Электронные счетчики позволяют учитывать энергию при несинусоидальном токе методом широтно-импульсной модуляции, когда токи и напряжения преобразуются в длительность и амплитуду импульсов. При этом получаются дискретные значения мгновенных мощностей р — UyIx. Последующее интегрирование и преобразование среднего значения в частоту, измеряемую счетчиком, позволяет учитывать энергию.
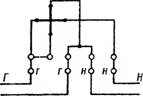
Рис. 1.5. Схема включения счетчиков типов СО-И445Э, СО-И445Т, СО-И449Э, СО-И449Т, СО-И446 по Британскому стандарту В537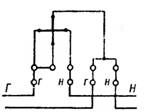
Рис. 1.4. Схема включения счетчиков типов СО-И445Э, СО-И445Т, СО-И449Э, СО-И449Т, СО-И446 по ГОСТ 6570-75
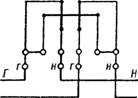
Рис. 1.6. Схема включения счетчиков типов СО-И445Э, СО-И445Т, СО-И449Э, СО-И449Т, СО-И446 с разделенной токовой катушкой для двухпроводной сети
26.01.2023г. ПРЕДМЕТ : "ОСНОВЫ МАТЕРИАЛОВЕДЕНИЯ И ТЕХНОЛОГИЯ
ОБЩЕСЛЕСАРНЫХ РАБОТ."
Преподаватель: Пархоменко Лариса Ивановна.
Темы уроков: " Химико-термическая обработка стали.","Сталь. Получение. Маркировка.Применение."
Изучить материал и составить краткий конспект.
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ.
Химико-термическая обработка металлов - нагрев и выдержка металлических (а в ряде случаев и неметаллических) материалов при высоких температурах в химически активных средах (твёрдых, жидких, газообразных).
В подавляющем большинстве случаев химико-термическую обработку проводят с целью обогащения поверхностных слоев изделий определёнными элементами. Их называют насыщающими элементами или компонентами насыщения.
В результате ХТО формируется диффузионный слой, т.е. изменяется химический состав, фазовый состав, структура и свойства поверхностных слоев. Изменение химического состава обуславливает изменения структуры и свойств диффузионного слоя.
В зависимости от насыщающего элемента различают следующие процессы химико-термической обработки:
- однокомпонентные: цементация стали - насыщение углеродом; азотирование - насыщение азотом; алитирование - насыщение алюминием; хромирование - насыщение хромом; борирование - насыщение бором; силицирование - насыщение кремнием;
- многокомпонентные: нитроцементация (цианирование, карбонитрация) - насыщение азотом и углеродом; боро- и хромоалитирование - насыщение, бором или хромом и алюминием, соответственно; хромосилицирование – насыщение хромом и кремнием и т.д.
Широкое промышленное применение получили только традиционные процессы насыщения: азотирование, цементация, нитроцементация, цианирование. Цинкование, алитирование, борирование, хромирование, силицирование применяют значительно в меньшей мере.
На практике в подавляющем большинстве случаев ХТО подвергают сплавы на основе железа (стали и чугуны), реже - сплавы на основе тугоплавких металлов, твердые сплавы и ещё реже сплавы цветных металлов, хотя практически все металлы могут образовывать диффузионные слои с подавляющим большинством химических элементов Периодической системы элементов Д.И. Менделеева.
При реализации любого процесса ХТО изделия выдерживают определённое время при температуре насыщения в окружении насыщающей среды. Насыщающие среды могут быть твёрдыми, жидкими или газообразными.
СТАЛЬ. ПОЛУЧЕНИЕ.МАРКИРОВКА.ПРИМЕНЕНИЕ.
Суть процесса переработки чугуна в сталь состоит в уменьшении до нужной концентрации содержания углерода и вредных примесей — фосфора и серы, которые делают сталь хрупкой и ломкой. В зависимости от способа окисления углерода существуют различные способы переработки чугуна в сталь: конвертерный, мартеновский и электротермический. Качественную сталь также получают в результате утилизации, переработки и переплавки стального лома.Передельный или литейный чугун в расплавленном или твёрдом виде и железосодержащие изделия, полученные прямым восстановлением (губчатое железо), составляют вместе с металлическими отходами и ломом исходные материалы для производства стали. К этим материалам добавляются некоторые шлакообразующие добавки, такие как известь, плавиковый шпат, раскислители (например, ферромарганец, ферросилиций, алюминий) и различные легирующие элементы.
Процессы производства стали делятся на два основных способа, а именно: конвертерный процесс, в котором расплавленный передельный чугун в конвертере рафинируют от примесей, продувая его кислородом, и подовый процесс, для осуществления которого используются мартеновские или электрические печи.
Конвертерные процессы не требуют внешнего источника тепла. Они применяются в том случае, когда загрузка состоит главным образом из расплавленного передельного чугуна. Экзотермические реакции окисления некоторых элементов, присутствующих в чугуне (например, углерода, фосфора, кремния и марганца), обеспечивают выделение достаточного количества тепла для поддержания расплава в жидком состоянии и даже позволяют переплавлять добавленный лом. Эти процессы включают в себя такие, при которых чистый кислород вдувается в расплавленный металл (процессы Линца — Донавица: ЛД или ЛДАС, ОБМ, ОЛП, Калдо и другие), и такие процессы, ныне уже устаревшие, при которых используется воздух, иногда обогащённый кислородом (томасовский и бессемеровский процессы).
Подовые процессы требуют внешнего источника тепла. Они применяются, когда исходным материалом служит твёрдая шихта (например, отходы или лом, губчатое железо и твёрдый передельный чугун). Двумя основными процессами в этой категории являются мартеновский процесс, при котором нагрев осуществляется при сжигании мазута или газа, и сталеплавильные процессы в дуговых или индукционных печах, где нагрев осуществляется электричеством.
Стали обыкновенного качества (или рядовые) (ГОСТ 380-94) содержат до 0,5%С и выплавляются только углеродистыми в конвертерах (с применением кислорода) или в больших мартеновских печах, разливаются в крупные слитки (а также способом непрерывной разливки) и являются поэтому наиболее дешёвыми. По механическим свойствам они уступают сталям других классов.
Для одних изделий нужна высокая износоустойчивость, для других стойкость к коррозии, а для третьих – магнитные свойства.
Но большая часть сплавов требуется для изготовления конструкционной стали, которая разделяется по видам и маркируется буквами:
- «С» — для строительства. С низким содержанием легирующих компонентов, отличающаяся хорошей свариваемостью.
- Для пружин (пружинная). В данных сплавах присутствуют отличные показатели упругости, сопротивляемости к разрушительным процессам, прочность на усталость. Для изготовления рессор, пружин.
- «Ш» для подшипников. Из названия понятно, что данные сплавы нужны для изготовления элементов подшипников для различных узлов, механизмов. Главные свойства – износоустойчивость, отменная прочность, и малая текучесть.
- Сталь стойкая коррозии или нержавейка. Данный вид отличает высокое содержание легирующих компонентов, повышенная стойкость к агрессивным средам и веществам.
- Жаропрочные марки стали – сплавы, которые могут применяться в изделиях, способных функционировать под нагрузкой при высоких температурах. Сфера применения – элементы различных двигателей.
- «У» для инструментов или инструментальная сталь нашла свое применение в изготовлении инструментов для измерений в металлообработке и для деревообрабатывающей промышленности.
- «Р» быстрорежущая сталь востребована для производства инструментов в металлообрабатывающем оборудовании.
- Цементирующая – сплав, применяемый для узлов и механизмов, которые функционируют при значительных поверхностных нагрузках.
Для остальных сталей (пружинная, инструментальная) не имеют обозначений. Указывается только химсостав.
Кроме видов сталь классифицируется по химсоставу, качеству, способу плавки, структуре, назначению.
Сталь - деформируемый (ковкий) сплав железа с углеродом (до 2,14%) и другими элементами. Получают, главным образом, из смеси чугуна со стальным ломом в кислородных конвертерах, мартеновских печах и электропечах. Сплав железа с углеродом, содержащий более 2,14% углерода, называют чугуном.
99% всей стали - материал конструкционный в широком смысле слова: включая стали для строительных сооружений, деталей машин, упругих элементов, инструмента и для особых условий работы - теплостойкие, нержавеющие, и т.п. Его главные качества - прочность (способность выдерживать при работе достаточные напряжения), пластичность (способность выдерживать достаточные деформации без разрушения как при производстве конструкций, так в местах перегрузок при их эксплуатации), вязкость (способность поглощать работу внешних сил, препятствуя распространению трещин), упругость, твердость, усталость, трещиностойкость, хладостойкость, жаропрочность.
Для изготовления подшипников широко используют шарикоподшипниковые хромистые стали ШХ15 и ШХ15СГ. Шарикоподшипниковые стали обладают высокой твердостью, прочностью и контактной выносливостью.
Пружины, рессоры и другие упругие элементы работают в области упругой деформации материала. В то же время многие из них подвержены воздействию циклических нагрузок. Поэтому основные требования к пружинным сталям - это обеспечение высоких значений пределов упругости, текучести, выносливости, а также необходимой пластичности и сопротивления хрупкому разрушению (55С2, 60С2А, 50ХФА, 30Х13, 03Х12Н10Д2Т).
Высокопрочные стали имеют высокую прочность при достаточной пластичности (среднеуглеродистая легированная сталь 40ХН2МА), высокой конструктивной прочностью, малой чувствительностью к надрезам, высоким сопротивлением хрупкому разрушению, низким порогом хладноломкости, хорошей свариваемостью.
Классификация сталей и сплавов производится:
- по химическому составу;
- по структурному составу;
- по качеству (по способу производства и содержанию вредных примесей);
- по степени раскисления и характеру затвердевания металла в изложнице;
- по назначению.
Химический состав
По химическому составу углеродистые стали делят в зависимости от содержания углерода на следующие группы:
- малоуглеродистые - менее 0,3% С;
- среднеуглеродистые - 0,3...0,7% С;
- высокоуглеродистые - более 0,7 %С.
- низколегированные - менее 2,5%;
- среднелегированные - 2,5...10%;
- высоколегированные - более 10%.
Структурный состав
Легированные стали и сплавы делятся также на классы по структурному составу:
- в отожженном состоянии - доэвтектоидный, заэвтектоидный, ледебуритный (карбидный), ферритный, аустенитный;
- в нормализованном состоянии - перлитный, мартенситный и аутенитный.
К перлитному классу относят углеродистые и легированные стали с низким содержанием легирующих элементов, к мартенситному - с более высоким и к аустенитному - с высоким содержанием легирующих элементов.
25.01.2023г. ПРЕДМЕТ : "ОСНОВЫ МАТЕРИАЛОВЕДЕНИЯ И ТЕХНОЛОГИЯ
ОБЩЕСЛЕСАРНЫХ РАБОТ."
Преподаватель: Пархоменко Лариса Ивановна.
Виды термической обработки стали:
- Отжиг
- I – рода:
- гомогенизация;
- рекристаллизация;
- изотермический;
- снятие внутренних и остаточных напряжений;
- II – рода:
- полный;
- неполный;
- I – рода:
- Закалка;
- Отпуск:
- низкий;
- средний;
- высокий.
- Нормализация.
Отпуск в машиностроении используется для уменьшения силы внутренних напряжений, которые появляются во время закалки. Высокая твердость делает изделия хрупкими, поэтому отпуском добиваются увеличения ударной вязкости и снижения жесткости и хрупкости стали.
Для низкого отпуска характерна внутренняя структура мартенсита, которая, не снижая твердости повышает вязкость. Данной термообработке подвергаются измерительный и режущий инструмент. Режимы обработки:
- Нагревание до температуры – от 150°С, но не выше 250°С;
- выдерживание — полтора часа;
- остывание – воздух, масло
ля среднего отпуска преобразование мартенсита в тростит. Твердость снижается до 400 НВ. Вязкость возрастает. Данному отпуску подвергаются детали, работающие со значительными упругими нагрузками. Режимы обработки:
- нагревание до температуры – от 340°С, но не выше 500°С;
- охлаждение – воздух. Высокий отпуск
При высоком отпуске кристаллизуется сорбит, который ликвидирует напряжения в кристаллической решетке. Изготавливаются ответственные детали, обладающие прочностью, пластичностью, вязкостью.
Отжиг, нормализация, закалка и отпуск
Термическая обработка означает воздействие на металлы, которое изменяет их строение и свойства.
При механической обработке в металлах и сплавах возникают внутренние напряжения. Например, при обработке стали давлением, с повышением степени деформации внутреннее строение ее кристаллической решетки изменяется и кристаллы принимают неестественное напряженное состояние. Этот процесс продолжается до тех пор, пока все кристаллы не вытянутся в виде волокон в направлении действия силы давления. Происходит это при холодной обработке металла. В результате изменяются его различные свойства – твердость и прочность повышаются, а удлинением понижаются. Если продолжать обработку, могут произойти трещины, разрывы. Чтобы вернуть стали первоначальные свойства, необходимо вывести структуры из напряженного состояния и придать им вновь устойчивое положение, иными словами, нужна рекристаллизация. Для этого необходима тепловая или термическая обработка металла.
При термической (тепловой) обработке необходимо нагревание металла до определенной температуры, выдержка при этой температуре и затем охлаждение с нужной скоростью. Различают несколько видов термической обработки: отжиг, нормализацию, закалку, отпуск, химико-термическую обработку.
Отжигом называется вид термической обработки, при котором изделия нагревают до определенной температуры, выдерживают определенное время при этой температуре и затем медленно охлаждают, достигая устойчивой равновесной структуры стали.
Основное назначение отжига – получение равновесной структуры, поэтому при отжиге, как правило, детали охлаждают медленно. К примеру, углеродистые стали – со скоростью примерно 200°С, а легированных – 30-100°С/ч.
Отжиг улучшает обрабатываемость, повышает пластичность, уменьшает остаточные напряжения и т.д. Производят его в электрических печах. Обрабатываемый металл нагревают при температурах 650 – 720°С 2 – 3 часа, а затем охлаждают вместе с печью.
Нормализацией называется вид термической обработки, применяемой в основном для стальных изделий. Изделия нагревают и затем охлаждают на спокойном воздухе.
В зависимости от количества углерода, содержащегося в стали, нормализация вызывает различные изменения ее свойств.
Для малоуглеродистых сталей нормализация заменяет отжиг, так как при этом структура получается почти такой же, как и после отжига, однако процесс протекает быстрее и поэтому он более экономичен.
Нормализацию производят для повышения механических свойств стали, а также для улучшения обрабатываемости резанием.
Для высокоуглеродистых, легированных сталей нормализация является по существу закалкой.
Закалкой называют вид термической обработки, при которой изделию придают высокую твердость, упругость и прочность. Однако при закалке с повышением твердости сталь становится более хрупкой. Процесс закалки заключается в нагреве изделия до высокой температуры (740 – 850°С), выдержке и быстром охлаждении до 400 – 450°С с разной скоростью в разных средах – масле, воде, соляных и иных растворах. Как правило, скорость охлаждения должна быть не меньше 150°С в секунду,т.е. охлаждение должно произойти за очень короткий интервал времени – 2 – 3 секунды. Охлаждение ниже 300°С может произойти при любой температуре, так как полученная при закалке структура достаточно устойчива и скорость дальнейшего охлаждения на нее не оказывает влияния.
В зависимости от цвета накала изменяется и приближенная температура стали. Так, при темно-коричневом цвете накала температура стали находится в пределах от 530 до 580°С, при коричнево-красном цвете – 580 – 650 градусов, при темно-вишневом – 650 – 730°С, при светло-красном – 830 – 980 градусов, при оранжевом – 900 – 1050°С, желтый цвет накала возникает при 1050 – 1150°С, светло-желтый – 1150 – 1250°С, ослепительно белый цвет накала возникает при 1250 – 1300°С.
Отпуском называется вид термической обработки, который осуществляют после закалки. Он смягчает действие закалки, повышает вязкость, уменьшает хрупкость и твердость изделия.
Охлаждение может осуществляться на воздухе или в воде. Различают низкий, средний и высокий отпуск.
24.01.2023г. ПРЕДМЕТ : "ОСНОВЫ МАТЕРИАЛОВЕДЕНИЯ И ТЕХНОЛОГИЯ
ОБЩЕСЛЕСАРНЫХ РАБОТ."
Преподаватель: Пархоменко Лариса Ивановна.
Темы уроков : " Классификация и маркировка сталей.", " Основы термообработ-ки, виды термообработки."
Изучить материал и составить краткий конспект.
Классификация и маркировка сталей.
Сталь — это сплав железа с углеродом (до 2% углерода). По химическому составу сталь разделяют на:
- углеродистую;
- легированную;
По качеству сталь разделяют на:
- сталь обыкновенного качества;
- качественную;
- повышенного качества;
- высококачественную.
Сталь углеродистую обыкновенного качества подразделяют на три группы:
- А — поставляемую по механическим свойствам и применяемую в основном тогда, когда изделия из нее подвергают горячей обработке (сварка, ковка и др.), которая может изменить регламентируемые механические свойства (Ст0, Ст1 и др.);
- Б — поставляемую по химическому составу и применяемую для деталей, подвергаемых такой обработке, при которой механические свойства меняются, а уровень их, кроме условий обработки, определяется химическим составом (БСт0, БСт1 и др.);
- В — поставляемую по механическим свойствам и химическому составу для деталей, подвергаемых сварке (ВСт1, ВСт2 и др.).
Сталь углеродистую обыкновенного качества изготовляют следующих марок: Ст0, Ст1кп, Ст1пс, Ст1сп, Ст2кп, Ст2пс, Ст2сп, СтЗкп, СтЗпс, СтЗсп, СтЗГпс, СтЗГсп, Ст4кп, Ст4пс, Ст4сп, Ст5пс, Ст5сп, Ст5Гпс, Стбпс, Стбсп.
Буквы Ст обозначают «Сталь», цифры — условный номер марки в зависимости от химического состава, буквы «кп», «пс», «сп» — степень раскисления «кп» — кипящая, «пс» — полуспокойная, «сп» — спокойная).
Сталь углеродистая качественная конструкционная по видам обработки при поставке делится на:
- горячекатаную и кованую;
- калиброванную;
- круглую со специальной отделкой поверхности, серебрянку.
Легированную сталь по степени легирования разделяют:
- низколегированная (легирующих элементов до 2,5%);
- среднелегированная (от 2,5 до 10%);
- высоколегированная (от 10 до 50%).
Основы термообработки, виды термообработки.
Термической (или тепловой) обработкой называется совокупность операций нагрева, выдержки и охлаждения твёрдых металлических сплавов с целью получения заданных свойств за счёт изменения внутреннего строения и структуры. Тепловая обработка используется либо в качестве промежуточной операции для улучшения обрабатываемости давлением, резанием, либо как окончательная операция технологического процесса, обеспечивающая заданный уровень свойств изделия.
Общая длительность нагрева металла при тепловой обработке складывается из времени собственного нагрева до заданной температуры и времени выдержки при этой температуре. Время нагрева зависит от типа печи, размеров изделий, их укладки в печи; время выдержки зависит от скорости протекания фазовых превращений.
Нагрев может сопровождаться взаимодействием поверхности металла с газовой средой и приводить к обезуглероживанию поверхностного слоя и образованию окалины. Обезуглероживание приводит к тому, что поверхность изделий становится менее прочной и теряет твёрдость.
При нагреве и охлаждении стали происходят фазовые превращения, которые характеризуются температурными критическими точками. Принято обозначать критические точки стали буквой А. Критические точки А1 лежат на линии PSK (727 °С) диаграммы железо-углерод и соответствуют превращению перлита в аустенит. Критические точки А2 находятся на линии МО (768 °С), характеризующей магнитное превращение феррита. A3 соответствует линиям GS и SE, на которых соответственно завершается превращение феррита и цементита в аустенит при нагреве.
Для обозначения критических точек при нагреве и охлаждении вводят дополнительные индексы: букву «с» в случае нагрева и «r» в случае охлаждения, например Ас1, Ac3, Ar1, Ar3.
Среди основных видов термической обработки следует отметить:
- Отжиг
- Отжиг 1 рода (гомогенизация, рекристаллизация, снятие напряжений). Целью является получение равновесной структуры. Такой отжиг не связан с превращениями в твердом состоянии (если они и происходят, то это — побочное явление).
- Отжиг 2 рода связан с превращениями в твердом состоянии. К отжигу 2 рода относятся: полный отжиг, неполный отжиг, нормализация, изотермический отжиг, патентирование, сфероидизирующий отжиг.
- Закалку
Нагревают и выдерживают после проводят с повышенной скоростью охлаждения с целью получения неравновесных структур. Критическая скорость охлаждения, необходимая для закалки, зависит от химического состава сплава. Закалка может сопровождаться полиморфным превращением, при этом из исходной высокотемпературной фазы образуется новая неравновесная фаза (например, превращение аустенита в мартенсит при закалке стали). Существует также закалка без полиморфного превращения, в процессе которой фиксируется высокотемпературная метастабильная фаза (например, при закалке бериллиевой бронзы происходит фиксация альфа фазы, пересыщенной бериллием).
- Отпуск необходим для снятия внутренних напряжений, а также для придания материалу требуемого комплекса механических и эксплуатационных свойств. В большинстве случаев материал становится более пластичным при некотором уменьшении прочности.
- Нормализация. Изделие нагревают до аустенитного состояния (на 30…50 градусов выше АС3) и охлаждают на спокойном воздухе.
- Дисперсионное твердение (старение). После проведения закалки (без полиморфного превращения) проводится нагрев на более низкую температуру с целью выделения частиц упрочняющей фазы. Иногда проводится ступенчатое старение при нескольких температурах с целью выделения нескольких видов упрочняющих частиц.
- Криогенная обработка — это упрочняющая термическая обработка металлопродукции при криогенных, сверхнизких температурах (ниже минус 153°С).
Ранее для обозначения этого процесса использовалась иная терминология — «обработка холодом», «термическая обработка стали при температурах ниже нуля», но они не совсем точно отражали суть процесса криогенной обработки.
Суть криогенной обработки заключается в следующем: детали и механизмы помещаются в криогенный процессор, где они медленно охлаждаются и после выдерживаются при температуре минус 196˚С в течение определенного времени. Затем обрабатываемые изделия постепенно возвращаются к комнатной температуре. Во время этого процесса в металле происходят структурные изменения. Они существенно повышают износостойкость, циклическую прочность, коррозионную и эрозионную стойкость.
Эта технология позволяет повысить ресурс инструментов, деталей и механизмов до 300 % за счет улучшения механических характеристик материала в результате обработки сверхнизкими температурами.
Наибольшего эффекта удается достичь при обработке таких металлических изделий, как специальный режущий, штамповый, прессовый, прокатный, мелющий инструмент, подшипники, ответственные пружины.
Основные свойства металла, приобретенные в ходе глубокого охлаждения, сохраняются в течение всего срока их службы, поэтому повторной обработки не требуется.
Криогенная технология не заменяет существующие методы термического упрочнения, а позволяет придать материалу, обработанному холодом, новые свойства, которые обеспечивают максимальное использование ресурса материала, заданного металлургами.
23.01.2023г. ПРЕДМЕТ : " ОСНОВЫ ЭЛЕКТРОТЕХНИКИ."
Преподаватель: Пархоменко Лариса Ивановна
Тема урока: " Измерение сопротивления."," Измерение мощности."
Изучить материал и составить краткий конспект.
При изготовлении, монтаже и эксплуатации электротехнических и радиотехнических устройств и установок необходимо изменять электрическое сопротивление.
В практике для измерения сопротивлений применяют различные методы в зависимости от характера объектов и условий измерения (например твердые и жидкие проводники, заземлители, электроизоляция); от требований к точности и быстроте изменения; от величины измеряемых сопротивлений.
Методы измерения малых сопротивлений существенно отличайся от методов измерения больших сопротивлений, так как в первом случае надо принимать меры для исключения влияния на результаты измерений сопротивления соединительных проводов, переходных контактов.
Далее рассмотрим только те методы, которые в практике применяют наиболее часто.
Измерительные механизмы омметров. Для прямого измерения сопротивлений применяют магнитоэлектрические измерительные механизмы одно- и двухрамочные.
Однорамочный механизм, можно использовать для измерения сопротивлений. С этой целью в прибор вводят добавочный резистор с постоянным сопротивлением Rд и снабжают его источником питания (например, батареей сухих элементов). Измеряемое сопротивление Rx включается с измерителем последовательно или параллельно.
Наиболее точные результаты при измерении сопротивлений дают мостовые схемы, которые в практике применяют в различных вариантах в зависимости от величин измеряемых сопротивлений и требуемой точности измерения, который в практике называют «одинарным мостом». В данном случае в мостовую схему входят сопротивления R1;R2;R;Rx, которые образуют замкнутый контур. А, Б, В, Г из четырех ветвей (их называют «плечами моста»).
В одну диагональ схемы включен источник постоянного тока, в другую — гальванометр с двусторонней шкалой (нуль в середине шкалы).
Предположим, что при некотором сопротивлении Rx другие сопротивления подобраны так, что ток в измерительной диагонали Iг = 0, т. е. потенциалы VБ и Vr одинаковы при замкнутых выключателях K1 и К2. В этом случае I1=I2;Ix=I;I1R1=IxRx;I2R2=IR.
Используя эти равенства, нетрудно получить выражение для измеряемого сопротивления RX = RR1/R2. Если сопротивления R1 и R2 одинаковые по величине, то RX = R. В приборе промышленного изготовления R — это набор резисторов (магазин сопротивлений), составленный по декадному принципу. На верхней крышке расположены переключатели, с помощью которых можно набрать в известных пределах любую величину сопротивления с точностью, которая определяется самой малой ступенью изменения сопротивления.
Для расширения пределов измерения величины R1 и R2 подбирают так, чтобы их отношение можно было изменить тоже по десятичной системе (например, R/R2= 100; 10; 1; 0,1; 0,01; 0,001; 0,0001).
Одинарные мосты применяют в основном для измерения средних сопротивлений. При измерении малых сопротивлений измеряемый элемент включают по особой схеме или применяют специальные мосты, предназначенные для этой цели.
Измерение мощности.
Измерение мощности весьма распространено в практике электрических и электронных измерений на постоянном и переменном токе во всем освоенном диапазоне частот — вплоть до миллиметровых и более коротких волн.
Особое значение имеет измерение мощности в диапазоне СВЧ, поскольку мощность является единственной характеристикой электрического режима соответствующего тракта, когда измерение тока и напряжения на СВЧ из-за большой погрешности практически невозможно.
Мощность измеряется ваттметрами в пределах от долей микроватт до единиц — десятков гигаватт.
В зависимости от измеряемых мощностей приборы делятся на ваттметры малой (<10 мВт), средней (10 мВт... 10 Вт) и большой (>10 Вт) мощности.
Основной единицей измерения мощности является ватт (Вт). Используются также кратные и дольные единицы:
• гигаватт (1 ГВт = ![]() Вт);
Вт);
• мегаватт (1 МВт = ![]() Вт);
Вт);
• киловатт (1 кВт = Вт);
• милливатт (1 мВт = Вт);
• микроватт (1 мкВт = Вт).
Мощность может измеряться не только в абсолютных, но и в относительных единицах — децибелах:
![]()
Для измерения мощности используют косвенные и прямой методы. В каталоговой классификации электронные ваттметры обозначаются следующим образом: Ml — образцовые, М2 — проходящей мощности» МЗ — поглощаемой мощности, М4 — мосты для измерителей мощности, М5 — преобразователи (головки) ваттметров.
Электромеханические ваттметры классифицируются в соответствии с единицами измерения мощности, указанными на их шкалах и лицевых панелях: W — ваттметры: kW — киловаттметры; mW — милливаттметры; W — микроваттметры.
Измерение мощности в цепях постоянного и переменного тока низких частот. Для измерения мощности в цепях постоянного и переменного тока промышленных частот используются чаше всего электромеханические ваттметры электродинамической и ферродинамической систем.
В лабораторной практике применяются в основном ваттметры электродинамической системы 3, 4 и 5-го классов точности (0,1; 0,2; 0,5). В промышленности при технических измерениях применяют ваттметры ферродинамической системы 6, 7 и 8-го классов точности (1,0; 1,5 и 2,5).
Шкалы однопредельных ваттметром градуированы в значениях измеряемой величины (ваттах, киловаттах и т.д.). Многопредельные ваттметры имеют неградуированную шкалу. Перед использованием таких ваттметров при известных номинальном значении тока ![]() и поминальном значении напряжения
и поминальном значении напряжения ![]() выбранного предела, а также количестве делений шкалы
выбранного предела, а также количестве делений шкалы ![]() применяемого ваттметра необходимо определить его цену деления с (постоянную прибора) при
применяемого ваттметра необходимо определить его цену деления с (постоянную прибора) при ![]() по формуле
по формуле
![]()
Зная цену деления для данного ваттметра в выбранном пределе, несложно произвести отсчет значения измеряемой мощности. Измеренное значение мощности будет составлять
![]()
где п — отсчет количества делений по шкале прибора.
Ваттметры электродинамической системы применяются для измерения мощности в цепях постоянного и переменного тока частотой до нескольких килогерц.
Ваттметры ферродинамической системы применяются для измерения мощности в цепях постоянного и переменного тока промышленных частот.
На постоянном и переменном токе низких, средних и высоких частот используются косвенные методы измерения мощности, т.е. напряжения, сила тока и фазовые сдвиги определяются путем последующего вычисления мощности.
20.01.2023г. ПРЕДМЕТ: " ОСНОВЫ ЭЛЕКТРОТЕХНИКИ"
Преподаватель: Пархоменко Лариса Ивановна
Тема урока: " Параллельное соединение" ," Шунты и добавочные резисторы."
Изучить материал и составить краткий конспект.
Параллельное соединение элементов - это совокупность элементов электрической цепи, объединенных двумя узлами и не имеющих связей с другими узлами.
В параллельное соединение элементов в общем случае могут входить резисторы и
источники тока (рис. 2), но не может входить более одного источника ЭДС, т.к. это 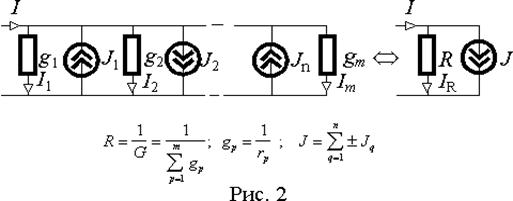
противоречило бы их свойству создавать на выходе разность потенциалов не зависящую от внешней цепи. Все элементы в параллельном соединении подключены к двум узлам и падение напряжения между этими узлами одинаково для всех элементов.
Общий ток, протекающий через параллельное соединение I можно представить суммой токов в отдельных элементах в виде I = I1+I2+...+In -J1+J2+...+Jm. Отсюда, раскрывая токи через сопротивления через напряжение между узлами U, получим
| I = Ug1+Ug2+...+Ugn -J1+J2+...+Jm= =U(g1+g2+...+gn) -(J1+J2+...+Jm)=UG+J | (2) |
Таким образом, параллельное соединение любого количества элементов можно преобразовать к параллельному соединению одного эквивалентного резистора и одного источника тока. Причем, сопротивление эквивалентного резистора равно величине обратной сумме всех проводимостей резисторов входящих в соединение, а ток эквивалентного источника равен алгебраической сумме токов источников входящих в соединение.
Шунты и добавочные резисторы.
В практике электрических измерений встречается необходимость измерить токи, напряжения и другие величины в очень широком диапазоне их значений. Обмотки приборов магнитоэлектрической и динамической систем допускают ток до 30 мА, электромагнитной — до 10 А.
Для расширения пределов измерений приборов применяют различные устройства: в цепях постоянного тока - шунты и добавочные резисторы, в цепях переменного тока — измерительные трансформаторы тока и напряжения.
Для расширения пределов измерения амперметров, предназначенных для работы в цепях постоянного тока, используются измерительные шунты.
Измерительный шунт представляет собой четырехзажимный резистор. Два входных зажима шунта, к которым подводится ток I, называются токовыми (Т), а два выходных зажима, с которых снимается напряжение U, называются потенциальными (П).
К потенциальным зажимам шунта обычно присоединяют измерительный механизм (И) измерительного прибора. Шунт имеет очень небольшое сопротивление, и по нему проходит почти весь ток (IШ), тогда как к измерительному механизму подводится лишь падение напряжения на зажимах шунта и, следовательно, через прибор протекает небольшая часть измеряемого тока (IИ). Таким образом, ток, протекающий через амперметр, представляет собой сумму тока, протекающего через измерительный механизм и тока шунта.
Конструктивно шунты либо монтируют в корпус прибора (индивидуальные шунты на токи до 50 -100А), либо устанавливают вне его и соединяют с прибором проводами. Если прибор предназначен для постоянной работы с шунтом, то шкала его градуируется сразу в значениях измеряемого тока с учетом коэффициента шунтирования, и никаких расчетов для определения тока выполнять не требуется.
В случае применения наружных (отдельных от приборов) шунтов на них указывают номинальный ток, на который они рассчитаны, и номинальное напряжение на зажимах (калиброванные или взаимозаменяемые шунты). Согласно стандартам это напряжение может быть равно 45, 75, 100 и 150 мВ.
Шунты подбирают к приборам так, чтобы при номинальном напряжении на зажимах шунта стрелка прибора отклонялась на всю шкалу. Следовательно, номинальные напряжения прибора и шунта должны быть одинаковыми. Для того чтобы повышение температуры шунта при прохождении по нему тока не оказывало влияния на показания прибора, шунты изготовляют из материалов с большим удельным сопротивлением и малым температурным коэффициентом (константан, манганин, никелин и пр.).
Для расширения пределов измерения вольтметров последовательно с обмоткой прибора включают добавочный резистор.
|
При таком включении ток, протекающий через измерительный механизм (IИ), и ток, протекающий через добавочный резистор (IД), равны между собой. Номинальное напряжение прибора, включенного с добавочным резистором (UН), представляет собой сумму напряжения рамки измерительного механизма (UИ) и напряжения на добавочном резисторе (UД). Сопротивление добавочного резистора можно определить по формуле:

где RИ – сопротивление рамки измерительного механизма.
Добавочный резистор может встраиваться в прибор (в вольтметрах до 600В) и одновременно использоваться для уменьшения влияния температуры окружающей среды на показания прибора. Для этой цели резистор выполняется из материала, имеющего малый температурный коэффициент, и его сопротивление значительно превышает сопротивление катушки, вследствие чего общее сопротивление прибора становится почти независимым от изменения температуры.
При более высоких напряжениях применяют наружные добавочные сопротивления, которые также подразделяют на индивидуальные (до 600В) и взаимозаменяемые (от 600 до 3000В, ток 3-7,5 А).
По точности добавочные резисторы подразделяются на те же классы точности, что и шунты: 0,02; 0,1; 0,5. Обозначение класса соответствует допустимой погрешности в процентах.
19.01.2023г. ПРЕДМЕТ : "ОСНОВЫ МАТЕРИАЛОВЕДЕНИЯ И ТЕХНОЛОГИЯ
ОБЩЕСЛЕСАРНЫХ РАБОТ."
Преподаватель: Пархоменко Лариса Ивановна.
Темы уроков: " Железоуглеродистые сплавы."," Влияние углерода и примесей на свойства сталей."
Изучить материал и составить краткий конспект.
ЖЕЛЕЗОУГЛЕРОДИСТЫЕ СПЛАВЫ.
Железо относится к главному химическому элементу в группе черных металлов. В чистом виде железо в природе не встречается, а встречается в виде оксидов, образующих так называемую железную руду с различным содержанием железа. Кристаллическая решетка железа — ОЦК, но при повышении температуры она меняется. При нагревании до температуры 150 … 250 °С чистое железо, взаимодействуя с кислородом, покрывается оксидной пленкой. Технически чистое железо пластично. При незначительных массовых долях примесей (не более 0,01 %) пластичность резко уменьшается. Чистое железо в связи с низкими механическими свойствами практического применения не находит.
Металлургическая промышленность для научных исследований производит несколько сортов технически чистого железа: чистейшее, электролитическое, карбональное, техническое.
Указанные сорта чистого железа имеют различные механические свойства. Например, предел прочности σв = 180 … 320 МПа (18 … 32 кгс/мм2), относительное удлинение δ = 30 … 50 % зависят от сорта железа. Пластичность железа зависит от температуры испытания.
При незначительном нагревании чистое железо становится хрупким. Исследования показали, что железо имеет три зоны хрупкости:
- до 270 °С — железо хладноломкое;
- 540 … 720 °С — железо синеломкое;
- 1 080 … 1 265 °С — железо красноломкое.
Свойства хрупкости у железа проявляются в зависимости от типа атомной кристаллической решетки и ее параметров. Химические элементы (примеси) увеличивают или понижают температуру ломкости (синеломкости) железа. Так, например, кислород увеличивает, а углерод и марганец понижают температуру ломкости. Кроме того, практика показывает, что прочность и пластичность железа зависят от способа производства исследуемых образцов. Литые образцы имеют пониженную прочность и пластичность по сравнению с образцами, полученными деформированием (прокаткой, ковкой). Деформируемое железо прочнее литого. Железо в твердом состоянии в зависимости от температуры может находиться в двух модификациях: α-железо и γ-железо. При нагревании и охлаждении происходят аллотропные превращения, в результате которых идет перестройка атомных решеток. Кроме того, важным фактором является способность железа растворять углерод, азот и водород, а также различные металлы. При этом с металлами образуются твердые растворы замещения, а с углеродом, азотом и водородом — растворы внедрения.
Особую роль в образовании твердых растворов внедрения играет углерод, который растворяется как в α-железе, так и в γ-железе. Наибольшая растворимость углерода в γ-железе составляет 2,14 % (на диаграмме состояния Fе— Fе3С критическая температура 1 147 °С).
Чистое железо получить практически невозможно. В настоящее время получают железо с массовой долей различных примесей от 0,01 %. Например, Армко-железо — техническое железо, получаемое в мартеновских печах и применяемое для научных исследований, — имеет массовую долю примесей 0,1 … 0,2 %.
Практика показывает, что углерод, сплавляясь с железом, способствует резкому возрастанию механических свойств — увеличиваются твердость, износостойкость, упругость и прочность. Уменьшается пластичность и ударная вязкость. В связи с этим в практике широкое применение нашли сплавы железа с углеродом и другими элементами.
Влияние углерода и примесей на свойства сталей.
Углеродистые стали являются основными. Их свойства определяются количеством углерода и содержанием примесей, которые взаимодействуют с железом и углеродом.
Влияние углерода на свойства сталей показано на рис. 1.8.
Рис.1.8. Влияние углерода на свойства сталей
С ростом содержания углерода в структуре стали увеличивается количество цементита, при одновременном снижении доли феррита. Изменение соотношения между составляющими приводит к уменьшению пластичности, а также к повышению прочности и твердости. Прочность повышается до содержания углерода около 1%, а затем она уменьшается, так как образуется грубая сетка цементита вторичного.
Углерод влияет на вязкие свойства. Увеличение содержания углерода повышает порог хладоломкости и снижает ударную вязкость.
Повышаются электросопротивление и коэрцитивная сила, снижаются магнитная проницаемость и плотность магнитной индукции.
Углерод оказывает влияние и на технологические свойства. Повышение содержания углерода ухудшает литейные свойства стали (используются стали с содержанием углерода до 0,4 %), обрабатываемость давлением и резанием, свариваемость. Следует учитывать, что стали с низким содержанием углерода также плохо обрабатываются резанием.
В сталях всегда присутствуют примеси, которые делятся на четыре группы:
1. Постоянные примеси: кремний, марганец, сера, фосфор.
Марганец и кремний вводятся в процессе выплавки стали для раскисления, они являются технологическими примесями.
Содержание марганца не превышает 0,5…0,8%. Марганец повышает прочность, не снижая пластичности, и резко снижает красноломкость стали, вызванную влиянием серы. Он способствует уменьшению содержания сульфида железа FeS, так как образует с серой соединение сульфид марганца MnS. Частицы сульфида марганца располагаются в виде отдельных включений, которые деформируются и оказываются вытянутыми вдоль направления прокатки.
Содержание кремния не превышает 0,35…0,4%. Кремний, дегазируя металл, повышает плотность слитка. Кремний растворяется в феррите и повышает прочность стали, особенно повышается предел текучести, σ0.2. Но наблюдается некоторое снижение пластичности, что снижает способность стали к вытяжке.
Содержание фосфора в стали 0,025…0,045%. Фосфор, растворяясь в феррите, искажает кристаллическую решетку и увеличивает предел прочности и предел текучести, но снижает пластичность и вязкость. Располагаясь вблизи зерен, увеличивает температуру перехода в хрупкое состояние, вызывает хладоломкость, уменьшает работу распространения трещин, Повышение содержания фосфора на каждую 0,01% повышает порог хладоломкости на 20…25oС. Фосфор обладает склонностью к ликвации, поэтому в центре слитка отдельные участки имеют резко пониженную вязкость. Для некоторых сталей возможно увеличение содержания фосфора до 0,10…0,15 %, для улучшения обрабатываемости резанием.
18.01.2023г. ПРЕДМЕТ: " ОСНОВЫ ЭЛЕКТРОТЕХНИКИ ".
Преподаватель: Пархоменко Лариса Ивановна
Темы уроков: " Физические, химические свойства металлов.","Механические и технологические характеристики металлов."
Изучить материал и составить краткий конспект.
Различают технологические, физические, механические и химические свойства металлов. К физическим относят удельный вес, цвет, электропроводность. К характеристикам этой группы относятся также теплопроводность, плавкость и плотность металла. К механическим характеристикам относят пластичность, упругость, твердость, прочность, вязкость. Химические свойства металлов включают в себя коррозийную стойкость, растворимость и окисляемость. Такие характеристики, как «жидкотекучесть», прокаливаемость, свариваемость, ковкость, являются технологическими.
Физические свойства. Цвет. Металлы не пропускают свет сквозь себя, то есть непрозрачны. В отраженном свете каждый элемент обладает своим собственным оттенком – цветом. Среди технических металлов окраску имеет только медь и сплавы с ней. Для остальных элементов характерным является оттенок от серебристо-белого до серо-стального.
Плавкость. Эта характеристика указывает на способность элемента под воздействием температуры переходить в жидкое состояние из твердого. Плавкость считается важнейшим свойством металлов. В процессе нагревания все металлы из твердого состояния переходят в жидкое. При охлаждении же расплавленного вещества происходит обратный переход – из жидкого в твердое состояние. Электропроводность. Данная характеристика свидетельствует о способности переноса свободными электронами электричества. Электропроводность металлических тел в тысячи раз больше, чем неметаллических. При увеличении температуры показатель проводимости электричества снижается, а при уменьшении температуры, соответственно, повышается. Необходимо отметить, что электропроводность сплавов будет всегда ниже, нежели какого-либо металла, составляющего сплав.
Магнитные свойства. К явно магнитным (ферромагнитным) элементам относят только кобальт, никель, железо, а также ряд их сплавов. Однако в процессе нагревания до определенной температуры указанные вещества теряют магнитность. Отдельные сплавы железа при комнатной температуре не относятся к ферромагнитным. Теплопроводность. Эта характеристика указывает на способность перехода тепла к менее нагретому от более нагретого тела без видимого перемещения составляющих его частиц. Высокий уровень теплопроводности позволяет равномерно и быстро нагревать и охлаждать металлы. Среди технических элементов наибольшим показателем обладает медь. Металлы в химии занимают отдельное место. Наличие соответствующих характеристик позволяет применять то или иное вещество в определенной области.
Химические свойства металлов.
Коррозийная стойкость. Коррозией называют разрушение вещества в результате электрохимического или химического взаимоотношения с окружающей средой. Самым распространенным примером считается ржавление железа. Коррозийная стойкость относится к важнейшим природным характеристикам ряда металлов. В связи с этим такие вещества, как серебро, золото, платина получили название благородных. Обладает высокой коррозийной сопротивляемостью никель и прочие цветные металлы. Черные металлы подвержены разрушению быстрее и сильнее, нежели цветные.
Окисляемость. Эта характеристика указывает на способность элемента вступать в реакцию с О2 под влиянием окислителей. Растворимость. Металлы, обладающие в жидком состоянии неограниченной растворимостью, при затвердении могут формировать твердые растворы. В этих растворах атомы от одного компонента встраиваются в кристаллическую решетку другого составляющего только в определенных пределах. Необходимо отметить, что физические и химические свойства металлов являются одними из основных характеристик этих элементов.
Механические свойства — это группа свойств, которые характеризуют способность конструкционных материалов выдерживать (или не выдерживать) различные механические нагрузки: прочность, пластичность, упругость, твердость и ударную вязкость. Под воздействием механических нагрузок детали машин и механизмы могут разрушаться (или не разрушаться) в зависимости от механических характеристик.
Для определения механических характеристик конструкционные материалы подвергают следующим видам механических испытаний: испытание на растяжение, сжатие, кручение, изгиб, усталость, динамические испытания (на удар), испытание при повторно-переменных нагрузках.
Напряжения и виды деформаций, возникающие в деталях машин и механизмах в процессе их работы. Напряжение — это отношение нагрузки к площади поперечного сечения детали, воспринимающей эту нагрузку (нагрузка измеряется в ньютонах (Н) или килограмм-силах (кгс), а площадь поперечного сечения деталей в квадратных метрах (м2)).
Деформация — это изменение формы и размеров (или разрушение) деталей под действием нагрузок. В зависимости от направления действия механических нагрузок различают следующие виды деформации деталей и механизмов:
- деформация сжатия, которую испытывают шобот и баба кузнечного молота, пресса, пуансон и матрица, а также заготовки в процессе ковки, штамповки и прессования (рис. 4, а);
- деформация растяжения, которую испытывает трос подъемного крана (рис. 4, б );
- деформация кручения, которую испытывают шпиндель сверлильного и токарного станков, ходовые винты, валы и др. (рис. 4, в);
- деформация сдвига или среза, которую можно наблюдать при механической обработке деталей на металлорежущих станках, зубчатых зацеплениях, шпонках, шпильках, штифтах, образующих неподвижные соединения (посадки) деталей и механизмов и т. д. (рис. 4, г);
- деформация изгиба, характерная для стрелы подъемномостового крана, пролетов различных мостов и т. д. (рис. 4, д).
В зависимости от физико-механической природы конструкционных материалов различают упругие и пластические деформации. При упругих деформациях форма и размеры деталей после снятия нагрузки возвращаются в исходное состояние. При пластических деформациях происходит изменение размеров и формы деталей после прекращения нагрузки (остаточная деформация).
Твердость конструкционных материалов. Твердость — это способность конструкционных материалов противостоять проникающим нагрузкам. Свойство твердости проявляется при обработке материалов резанием, в подшипниках качения и скольжения, зубчатых зацеплениях и различных трущихся деталях и механизмах. Чем выше твердость деталей и инструмента, тем выше износостойкость и надежность работы механизмов и стойкость режущих инструментов. В зависимости от твердости обрабатываемого материала выбираются режимы обработки заготовок резанием. Твердость режущего инструмента обусловливает их стойкость (время работы от заточки до заточки). Конструкционные материалы в сыром состоянии имеют низкую твердость. Для повышения износостойкости деталей и инструмента их подвергают различным видам термической или химико-термической обработки, в процессе которой твердость повышается в 2 — 3 раза. В металловедении определение твердости конструкционных материалов основано на вдавливании в испытуемый образец какого-либо наконечника (индентора) под нагрузкой. В практике определения твердости металлов широкое применение нашли методы Бринелля, Роквелла, Виккерса, микротвердости, упругой отдачи, ударного отпечатка и метод царапания (резания).
Пластичность конструкционных материалов. Пластичность — это способность конструкционных материалов изменять свою форму и размеры под действием нагрузки и сохранять остаточную деформацию после снятия нагрузки. Пластичность — свойство, обратное упругости. Пластичность характеризуется относительным удлинением и относительным сужением.
Ударная вязкость. Способность конструкционных материалов сопротивляться ударным нагрузкам называется ударной вязкостью (ударной прочностью). В процессе работы большинство деталей машин и механизмов испытывают ударные нагрузки, которые также называются динамическими нагрузками. Для определения условий работы конструкционных материалов при тех или иных динамических нагрузках существует метод испытания материалов на ударный изгиб при различных температурах (ГОСТ 9454—78*). Ударная вязкость (прочность) определяется на специальном приборе, называемом маятниковым копром .
Технологические свойства.
Технологические свойства — это группа свойств, которые определяют способность конструкционных материалов подвергаться различным видам обработки в холодном и горячем состоянии. В основе этих свойств лежат физико-механические особенности конструкционных материалов, которые и определяют технологичность заготовок в процессе изготовления различных деталей и инструмента. К технологическим свойствам относятся обрабатываемость резанием, деформируемость (ковкость, штампуемость, способность к загибу, перегибу, отбортовке, получению двойного кровельного замка и т. д.), свариваемость, литейные свойства, паяемость, упрочняемость и др. Технологические свойства характеризуют поведение материалов в процессе изготовления из них деталей.
Свариваемость — способность конструкционных материалов образовывать прочные, неразъемные соединения путем местного расплавления соединяемых деталей и их последующего охлаждения. Вид сварки зависит от источника нагрева. Сварка бывает газовая, дуговая, электроконтактная, ультразвуковая, электрошлаковая, кузнечная и др.
Деформируемость — это способность заготовок воспринимать пластическую деформацию в процессе технологических операций: гибки, ковки, штамповки, волочения, проката и прессования без нарушения ее целостности. Деформируемость зависит от химического состава, механических свойств, скорости деформации, а также температуры и величины деформации при каждой операции. Оценка деформируемости при различных видах операций давлением проводится методом технологических проб, испытаний.
Технологические испытания не дают числовых данных по качеству деформированности конструкционных материалов.
Литейные свойства — это способность конструкционных материалов образовывать качественные отливки без трещин, коробления, усадочных раковин и т. д. К ним относятся жидкотекучесть, усадка и ликвация.
Жидкотекучесть — это способность конструкционного материала в жидком состоянии заполнять полости, узкие и тонкие места литейной формы и давать четкое объемное изображение очертаний отливок. Жидкотекучесть зависит от химического состава сплава, температуры заливки, вязкости и поверхностного натяжения. На жидкотекучесть влияет также качество полости формы, шероховатость ее стенок, их теплопроводность и характер атмосферы в самой форме. Например, жидкотекучесть металла в песчаных сухих формах значительно выше, чем в сырых и металлических формах.
Усадка — это свойство конструкционных материалов уменьшаться в объемных и линейных размерах при затвердевании отливок. Величина усадки выражается в процентах. Усадка зависит от химического состава конструкционных материалов и температуры их заливки. При повышении температуры сплава усадка отливки увеличивается. Усадка различных конструкционных материалов колеблется в пределах 1 … 2 %. Например, литейный серый чугун имеет величину усадки 1 %, сталь — 2 %, сплавы цветных металлов — 1,5 %. Усадка сопровождается образованием в отливках усадочных раковин и рыхлости. Для компенсации усадки, предотвращения усадочных раковин и рыхлости литейную форму конструируют таким образом, чтобы ее полость постоянно подпитывалась жидким металлом, т. е. делают дополнительные устройства — прибыли.
Ликвация — неоднородность по химическому составу в отливках, образуемая в процессе кристаллизации сплава. Химическая неоднородность наблюдается как в отдельных частях отливки (зональная ликвация), так и внутри отдельных зерен (внутрикристаллическая ликвация).
Внутрикристаллическая ликвация устраняется путем термической обработки, а зональная — механическим перемешиванием жидкого металла в процессе его заливки в форму. Большое влияние на ликвацию оказывает также скорость охлаждения отливки. При быстром равномерном охлаждении отливки ликвация не наблюдается. Кроме того, практикуют охлаждение жидкого металла и его затвердевание по направлению прибыли. Разнородность по химическому составу в этом случае образуется в прибыли. Таким образом, прибыль является универсальным устройством, которое предотвращает явный брак в отливках, образуемый усадкой, короблением и ликвацией.
Паяемость — это способность конструкционных материалов образовывать прочные и герметичные соединения путем паяния. В необходимых случаях (например, в радиотехнике и электротехнике) спаянные соединения должны обладать определенными физическими свойствами: электропроводностью, индуктивностью и т. д.
Упрочняемость — это способность конструкционных материалов улучшать механические свойства в процессе термической и химико-термической обработки. К упрочняемости относятся закаливаемость, прокаливаемость и незакаливаемость.
Закаливаемость — это способность конструкционных материалов воспринимать закалку. Этой способностью обладают все углеродистые и легированные стали с массовой долей углерода свыше 0,3 %, а также чугуны, сплавы цветных металлов, латуни, бронзы, силумины и др.
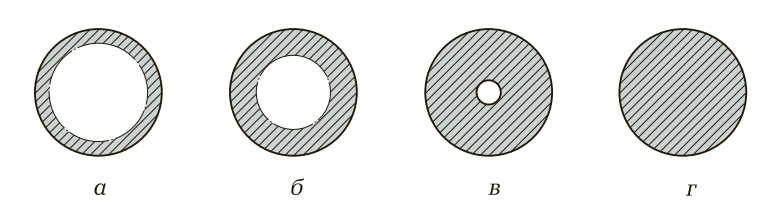
Рис. 9. Глубина прокаливаемости стали в зависимости от ее химического состава: а — углеродистые стали (низкая прокаливаемость); б — хромоникелевые стали (средняя прокаливаемость); в — легированные стали (высокая прокаливаемость); г — хромоникелевые стали с повышенным содержанием хрома (повышенная прокаливаемость)
Прокаливаемость — это способность конструкционных материалов воспринимать закалку на определенную глубину. Прокаливаемость характеризуется глубиной закалки, которая определяется на стандартных образцах по ГОСТ 5657—69. Испытанию подвергают цилиндрические образцы диаметром 25 мм, длиной 120 мм с заплечиками. Их закаливают с торца и через определенные размерные интервалы по методу Роквелла замеряют твердость. Прокаливаемость зависит от химического состава конструкционного материала, температуры нагрева и способа охлаждения. Например, углерод в конструкционных сталях, начиная от массовой доли 0,3 % и выше, способствует увеличению прокаливаемости. Хром, кремний и марганец также способствуют увеличению прокаливаемости легированных сталей. Высокую прокаливаемость имеют углеродистые инструментальные стали с массовой долей углерода 0,7 … 1,3 %.
Примеры прокаливаемости стали в зависимости от их химического состава представлены на рис. 9 (заштрихованные элементы показывают глубину прокаливаемости).
Незакаливаемость — способность конструкционных материалов в процессе термической обработки не воспринимать закалку (например, углеродистые и другие стали с массовой долей углерода менее 0,3 %). Свойство незакаливаемости отдельных конструкционных материалов широко используется при сварке. Чем выше незакаливаемость металла соединяемых деталей и электродов, тем выше качество сварного соединения. Если отдельные стали обладают устойчивым свойством незакаливаемости, то как бы их ни нагревали и ни охлаждали, детали из этих сталей закалку вообще не воспринимают.
16.01.2023г. ПРЕДМЕТ: " ОСНОВЫ ЭЛЕКТРОТЕХНИКИ ".
Преподаватель: Пархоменко Лариса Ивановна
Темы уроков: " Явление электромагнитной индукции.","Последовательное соединение."
Изучить материал и составить краткий конспект.
Явление электромагнитной индукции было открыто Майклом Фарадеем в 1831 году. Он опытным путем установил, что при изменении магнитного поля внутри замкнутого проводящего контура в нем возникает электрический ток, который назвали индукционным током.
- Если в соленоид (катушка индуктивности), который замкнут на гальванометр, вдвигать или выдвигать постоянный магнит, то в моменты его вдвигания или выдвигания мы видим отклонение стрелки гальванометра (возникает индукционный ток); при этом отклонения стрелки при вдвигании и выдвигании магнита имеют противоположные направления. Отклонение стрелки гальванометра тем больше, чем больше скорость движения магнита относительно катушки. При смене в опыте полюсов магнита направление отклонения стрелки также изменится. Для получения индукционного тока можно оставлять магнит неподвижным, тогда нужно относительно магнита перемещать соленоид.
- Если рядом расположить две катушки (например, на общем сердечнике или одну катушку внутри другой) и одну катушку через ключ соединить с источником тока, то при замыкании или размыкании ключа в цепи первой катушки во второй катушке появится индукционный ток. В моменты включения или выключения тока наблюдается отклонение стрелки гальванометра, а также в моменты его уменьшения или увеличения, а также при перемещении катушек друг относительно друга. Направления отклонений стрелки гальванометра также имеют противоположные направления при включении или выключении тока, его увеличении или уменьшении, приближении или удалении катушек.
Исследуя результаты своих многочисленных опытов, Фарадей пришел к заключению, что индукционный ток возникает всегда, когда в опыте осуществляется изменение сцепленного с контуром потока магнитной индукции (магнитного потока). Например, при повороте в однородном магнитном поле замкнутого проводящего контура в нем также появляется индукционный ток
В результате опыта было также установлено, что значение индукционного тока абсолютно не зависит от способа изменения потока магнитной индукции, а определяется лишь скоростью его изменения (также в опытах Фарадея доказывается, что отклонение стрелки гальванометра (сила тока) тем больше, чем больше скорость движения магнита, или скорость изменения силы тока, или скорость движения катушек).
Открытие явления электромагнитной индукции имело огромное значение, поскольку появилась возможность получения электрического тока с помощью магнитного поля. Этим открытие дало взаимосвязь между электрическими и магнитными явлениями, что в дальнейшем послужило толчком для разработки теории электромагнитного поля.
Последовательное соединение.
Последовательное и параллельное соединения в электротехнике — два основных способа соединения элементов электрической цепи. При последовательном соединении все элементы связаны друг с другом так, что включающий их участок цепи не имеет ни одного узла. При последовательном соединении проводников сила тока во всех проводниках одинакова. При этом общее напряжение в цепи равно сумме напряжений на концах каждого из проводников.
При последовательном соединении проводников сила тока в любых частях цепи одна и та же: (так как сила тока определяется количеством электронов, проходящих через поперечное сечение проводника, и если в цепи нет узлов, то все электроны в ней будут течь по одному проводнику).

Полное напряжение в цепи при последовательном соединении, или напряжение на полюсах источника питания, равно сумме напряжений на отдельных участках цепи: .

30.12.2022г. ПРЕДМЕТ: " ОСНОВЫ МАТЕРИАЛОВЕДЕНИЯ И ТЕХНОЛОГИЯ ОБЩЕ-
СЛЕСАРНЫХ РАБОТ."
Преподаватель: Пархоменко Лариса Ивановна.
Темы уроков: "Типы кристаллических решеток.", " Кристаллическое строение металлов и сплавов."
Изучить материал и составить краткий конспект.
Все пространство кристалла можно разбить на элементарные ячейки. Повторяя в пространстве элементарную ячейку, можно описать весь кристалл. Простейшей кристаллической ячейкой является куб, по вершинам которого располагаются атомы. Основные типы кристаллических решеток металлов:
объемно-центрированная кубическая (О.Ц.К.)
гранецентрированная кубическая (Г.Ц.К.).; гексагональная плотноупакованная (Г.П.У.)
Типы кристаллических решеток.
В кубической объемно-центрированной решетке атомы расположены в узлах ячейки и один атом в центре куба. Такую решетку имеют Feα, хром, вольфрам, молибден и др. В кубической гранецентрированной решетке атомы расположены в вершинах куба и в центре каждой грани. Эту решетку имеют Feγ , алюминий, медь, никель и другие металлы. В гексагональной плотноупакованной решетке атомы расположены в вершинах и центрах оснований шестигранной призмы и три атома в середине призмы. Такой тип решетки имеют магний, цинк и некоторые другие металлы. Кристаллические решетки характеризуются следующими основными параметрами: Период решетки - это расстояние между центрами двух соседних атомов. Для куба: один параметр – ребро куба, для ГПУ: два параметра - высота призмы и расстояние между вершинами основания. Координационное число К- число атомов, находящихся на равном и наименьшем расстоянии от данного атома. Для ОЦК К=8 (К8), для ГЦК – К12, для ГПУ – К12. Коэффициент заполнения – отношение объема, занятого атомами, к объему всей ячейки. Для ОЦК – 68%, для ГЦК и ГПУ – 74%. Базис - количество атомов, приходящихся на ячейку: на ОЦК приходится 2 атома (1+ 1/8·8), на ГЦК – 4 (1+ 1/2·6), на ГПУ – 6 (3+1/6·12+1/2·2). В результате упорядочения частиц кристалла в пространстве расстояния между ними в различных кристаллографических направлениях - различны, и, как следствие, различаются свойства материала в этих направлениях (т.е. в плоскостях, где расстояния между атомами большие, прочность ниже). Такое явление называется анизотропией свойств (прочности, пластичности, модуля упругости и др.). Наиболее сильно она проявляется в кристаллах с малой симметрией. Если структура неупорядоченная, то материал изотропный, т.е. его свойства одинаковы во всех направлениях. Анизотропия свойств наблюдается только в пределах одного кристалла, т.е. материал должен представлять собой отдельный большой кристалл, имеющий непрерывную кристаллическую решётку. Такие кристаллы называются монокристаллами. В природе встречаются монокристаллы кварца, каменной соли, исландского шпата, алмаза, топаза. Металлические монокристаллы получают искусственным путем. В природных условиях практически все кристаллические тела являются поликристаллами, т.е. состоят из большого числа сросшихся мелких, разнонаправленных кристаллов. Поликристаллы - квазиизотропны. В результате обработки поликристалла давлением (например, прокаткой) кристаллографические плоскости одного направления могут ориентироваться параллельно. Такие поликристаллы называют текстурованными (т.е. возникает текстура материала по направлению прокатки), и они становятся анизотропными.
Кристаллическое строение металлов и сплавов.
Технически чистые металлы характеризуются низкими прочностными свойствами, поэтому в машиностроении применяют главным образом их сплавы. Сплавы на основе железа называют черными, к ним относят стали и чугуны; на основе алюминия, магния, титана и бериллия, имеющие малую плотность — легкими цветными;
на основе меди, свинца, олова и др.—тяжелыми цветными;
на основе цинка, кадмия, олова, свинца, висмута и других металлов — легкоплавкими цветными; на основе молибдена, ниобия, циркония, вольфрама, ванадия и других металлов — тугоплавкими цветными.
КРИСТАЛЛИЧЕСКОЕ СТРОЕНИЕ МЕТАЛЛОВ.
Все металлы в твердом состоянии имеют кристаллическое строение. Атомы в твердом металле расположены упорядоченно и образуют кристаллические решетки. Расстояния между атомами называют параметрами решеток и измеряют в нанометрах. С повышением температуры или давления параметры решеток могут изменяться. Некоторые металлы в твердом состоянии в различных температурных интервалах приобретают различную кристаллическую решетку, что всегда приводит к изменению их физико-химических свойств.
Существование одного и того же металла в нескольких кристаллических формах носит название полиморфизма, или аллотропии. Перестройка кристаллических решеток при критических температурах называется полиморфными превращениями. Полиморфные модификации обозначаются греческими буквами, которые в виде индекса добавляют к символу элемента.
КРИСТАЛЛИЧЕСКОЕ СТРОЕНИЕ СПЛАВОВ.
Под сплавом подразумевается вещество, полученное сплавлением двух элементов или более. Элементами сплава могут быть металлы и неметаллы. Эти элементы называются компонентами сплава. В сплаве кроме основных компонентов могут содержаться и примеси. Примеси бывают полезные, улучшающие свойства сплава, и вредные, ухудшающие его свойства. Примеси бывают случайные, попадающие в сплав при его приготовлении, и специальные, которые вводят для придания ему требуемых свойств.
Кристаллическое строение сплава более сложное, чем чистого металла, и зависит от взаимодействия его компонентов при кристаллизации. Компоненты в твердом сплаве могут образовывать твердый раствор, химическое соединение и механическую смесь.
Твердые растворы — компоненты сплава взаимно растворяются один в другом. В твердом растворе один из входящих в состав сплава компонентов сохраняет присущую ему кристаллическую решетку, а второй компонент в виде отдельных атомов распределяется внутри кристаллической решетки.
Химическое соединение — компоненты сплава вступают в химическое взаимодействие, при этом образуется новая кристаллическа решетка. Компоненты имеют определенное соотношение по массе.
Механическая смесь - компоненты сплава обладают полной взаимной нерастворимостью и имеют различные кристаллические решетки. При этих условиях сплав будет состоять из смеси кристаллов составляющих ее компонентов. Механическая смесь имеет постоянную температуру плавления. Механическая смесь, образовавшаяся одновременной кристаллизацией из расплава, называется эвтектикой; в процессе превращения в твердом состоянии — эвтектоидом.
29.12.2022г ПРЕДМЕТ: " ОСНОВЫ МАТЕРИАЛОВЕДЕНИЯ И ТЕХНОЛОГИЯ ОБЩЕСЛЕСАРНЫХ РАБОТ."
Преподаватель: Пархоменко Лариса Ивановна
Тема урока: "Понятие о металлах и сплавах."
Изучить материал и составить краткий конспект.
Из всех известных в настоящее время элементов более половины являются металлами. Металлы — непрозрачные вещества, обладающие специфическим металлическим блеском, пластичностью, высокой теплопроводностью и электропроводностью.
Из всех известных в настоящее время элементов более половины являются металлами. Металлы — непрозрачные вещества, обладающие специфическим металлическим блеском, пластичностью, высокой теплопроводностью и электропроводностью. По этому признаку металлы легко отличить от других веществ (дерево, стекло и т. д.).
Все металлы и образованные из них сплавы делят на черные (к ним относят железо и сплавы на его основе, на их долю приходится около 95 % производимой в мире металлопродукции) и цветные. В технике принята условная классификация, по которой металлы делят на группы:
- легкие — алюминий (Al),магний (Mg);
- тяжелые — медь (Си), свинец (Рb);
- тугоплавкие — вольфрам (W), молибден (Мо);
- благородные — золото (Аu), платина (Pt);
- рассеянные — гадолиний (Gd), индий (In), таллий (Tl);
- редкоземельные — скандий(Sc), иттрий (Y);
- радиоактивные — радий (Ra), уран (U).
Понятие „чистый металл” весьма условно. Любой чистый металл содержит примеси, а поэтому его следует рассматривать как сплав. Под термином „чистый металл” понимается металл, содержащий 0,010-0,001% примесей. Современная металлургия позволяет получать металлы высокой чистоты (99,999%). Однако примеси даже в малых количествах могут оказывать существенное влияние на свойства металла.
Чистые металлы обладают низкой прочностью и не обеспечивают требуемых физико-механических и технологических свойств. Поэтому их применение в технике в качестве конструкционных материалов ограничено. Наиболее широко применяют сплавы, которые обладают по сравнению с чистыми металлами более высокой прочностью и твердостью.
Сплавы — твердые и жидкие вещества — получают сплавлением или спеканием двух или более металлов или металлов с неметаллами. Элементы, образующие сплав, называют компонентами. Сплавы могут состоять из двух или большего числа компонентов. Строение металлического сплава более сложное по сравнению с чистым металлом.
Для рассмотрения строения, превращений и свойств металлов и сплавов введем понятие „фаза” и „структура”.
Фазой называется однородная часть системы (металла или сплава), имеющая границы раздела, при переходе через которые их свойства резко меняются.
Например, жидкий металл является однофазной системой; смесь жидкого металла и твердых кристалликов — двухфазной системой, так как свойства жидкого металла значительно отличаются от свойств твердых кристалликов. Фазами могут быть отдельные металлы, их химические соединения, а также растворы на основе металлов.
Под структурой понимается строение металла, т.е. взаимное расположение различных фаз, форма и размер составляющих их кристаллов.
Структурными составляющими сплава называются обособленные части сплава, имеющие одинаковое строение с присущими им характерными особенностями. Структурные составляющие могут состоять из одной, двух или более фаз.
Одна из важнейших задач металловедения — определение связи между структурой и свойствами.
26.12.2022 ПРЕДМЕТ: " ГЕОГРАФИЯ"
Преподаватель: Пархоменко Лариса Ивановна
Темы уроков: Дифференцированный зачет. Сдается преподавателю устно при наличии всех конспектов по изученным темам.
22.12.2022г. ПРЕДМЕТ: " ГЕОГРАФИЯ"
Преподаватель: Пархоменко Лариса Ивановна
Темы уроков:" ЭГП Океании"," Международная экономическая интеграция."
Изучить материал и составить краткий конспект.
ЭГП Океании.
Общая площадь Океании — 1,3 млн, км2, причем 90 % территории занимают два острова — Новая Гвинея (ее восточная часть) и Новая Зеландия. Европейцам Океания стала известна в XVI в., со времен первого кругосветного путешествия Ф.Магеллана. Особую главу в истории ее открытия и исследования составляют походы русских мореплавателей. Только в XIX в. на островах Океании побывало 40 русских экспедиций, которые собрали ценную научную информацию. Большой вклад в изучение Океании внес Н. Н. Миклухо-Маклай, описавший жизнь и быт народов, населяющих острова.
Исследуя природные условия по картам, можно сделать такие выводы:
а) смена давлений воздуха над пространством океана приводит к возникновению ураганов, которые сметают в океан все живое;
б) частые землетрясения и вулканическая деятельность приводят к образованию волн цунами и исчезновению островов в пучине океана.
Растительный и животный мир очень своеобразен, и это объясняется изолированностью островов. Беднее всего мир растений и животных на коралловых островах. Здесь произрастают представители древнейших растений, таких как древовидные папоротники, достигающие от 8 до 15 метров высоты.
В животном мире островов отсутствуют крупные животные и ядовитые змеи. Очень богато представлены птицы саланганы (морские стрижи), нелетающая птица киви, буревестники, альбатросы, чайки, сорная курица и др. На многих островах размножились одичавшие домашние кошки.
Современная политическая карта Океании сложилась в результате упорной борьбы колониальных держав за раздел между собой островов и архипелагов. До начала 60-х гг. XX в. в Океании было только одно независимое государство — Новая Зеландия, созданное колонистами из Англии.
В последнее время в условиях распада мировой колониальной системы в Океании усилились национально-освободительные движения, которые привели к свертыванию колониального ига и образованию независимых государств, таких как Западная Самоа (с 1962 г.), Наугу (с 1968 г.), Фиджи (с 1970 г.), Папуа-Новая Гвинея (с 1978 г.), Тувалу (с 1978 г.), Кирибати (с 1979 г.), Вануату (с 1980 г.), остальные острова остаются пока в колониальной зависимости от Англии, Франции, Австралии, Новой Зеландии, США, Чили.
Аборигены Океании — папуасы и полинезийцы, микроне-зийцы, маланезийцы. Они сохраняют свой язык и культуру, хотя европейское влияние очень велико. Среди неевропейского населения — индианцы, малайцы, китайцы, корейцы, японцы.
Роль стран Океании в мире — незначительная. Они с низким уровнем развития хозяйства и жизни населения.
Длительный колониальный период в истории Океании препятствовал ее экономическому развитию, поэтому обрабатывающая промышленность в большинстве ее стран развита слабо и даже не удовлетворяет потребностей внутреннего рынка. Значительная часть производства занята переработкой сельскохозяйственной продукции, в основном, кокосового ореха, кофе, пряностей, есть предприятия легкой промышленности, производящие одежду и обувь. Развиты традиционные ремесла, изделия которых предназначены для туристов и на экспорт.
Среди стран Океании по уровню экономического развития выделяется Новая Зеландия, относящаяся к развитым капиталистическим странам. В Новой Зеландии субтропический и умеренный климат. Большие, с учетом на душу населения, земельные ресурсы. Население ее на 4/5 составляют англоно-возеландцы и на 12% — аборигены-маори, до настоящего времени сохранившие свой язык и культуру. Новозеландцы городские жители, в сельской местности проживает всего 14% населения. Ее хозяйство формировалось иод значительным влиянием метрополии (Великобритании), поэтому первоначально лидирующее место в ее обрабатывающей промышленности занимали отрасли по переработке сельскохозяйственного сырья. После окончания Второй мировой войны на острове были созданы условия для структурной перестройки обрабатывающей промышленности. Начался ее бурный рост на базе использования новейших технологий. В настоящее время ведущее место в ней занимают старые традиционные отрасли: пищевая, текстильная и лесная. Однако все большее значение приобретают цветная металлургия, машиностроение, химия и некоторые другие отрасли. Основная часть обрабатывающей промышленности сосредоточена на Северном острове в городах Веллингтоне и Окленде. На менее развитом в промышленном отношении Южном острове она до недавнего времени была сконцентрирована в г. Крайстчерче (пищевая, текстильная и др.), а сейчас в г. Блаффе построен первый в Новой Зеландии завод цветной металлургии.
Новая Зеландия богата уникальными природными ландшафтами: заснеженные горы с ледниками, фьорды, каньоны, горные озера, водопады, вулканы и гейзеры, своеобразная растительность. Около 10% территории страны провозглашено национальными парками. Хорошо поставлена индустрия туризма, но ее возможности затруднены удаленностью страны.
К ним относятся закон одной цены (выравнивание цен), резкое увеличение объёма торговли, увеличение производительности труда, миграции трудовых потоков, выравнивание величины внутренних сбережений, появление единой сетки тарифов на границах экономического объединения. Считается, что экономическая интеграция есть второй лучший вариант после режима свободной торговли по степени благоприятствования (её стимулирования).
Другим определением экономической интеграции является процесс сближения, взаимоприспособления и сращивания национальных хозяйственных систем, обладающих способностью саморегулирования и саморазвития на основе согласованной межгосударственной экономики и политики.
Выделяют следующие формы экономической интеграции (с усилением интеграции списка):
- Преференциальная зона,
- Зона свободной торговли,
- Таможенный союз,
- Общий рынок,
- Экономический союз,
- Экономический и валютный союз
Основными признаками интеграции являются:
- взаимопроникновение и переплетение национальных производственных процессов;
- структурные изменения в экономике стран-участниц;
- необходимость и целенаправленное регулирование интеграционных процессов.
19.12.2022г. ПРЕДМЕТ: " ГЕОГРАФИЯ"
Преподаватель: Пархоменко Лариса Ивановна
Тема урока: " Внутренние различия Австралии."
Изучить материал и составить краткий конспект.
Внутренние различия Австралии.
Главный экономический район Австралии – Юго-Восточный. Он раньше других был колонизован и ныне концентрирует 70% населения страны, основную часть промышленного и с/х, перевозок грузов и пассажиров. Здесь же находятся крупнейшие города страны: Сидней (административный центр штата Новый Южный Уэльс) и Мельбурн (штат Виктория), а также специально построенная для выполнения столичных функций Канберра. Самый старый город – Сидней (1788), именно с него началось заселение страны.
Из остальных районов Австралии более освоены северо-восточное, южное и юго-западное побережья, тогда как внутренние и северные районы либо слабо заселены, либо вовсе безлюдны (сухие степи и полупустыни). Север Австралии жаркий, с обильными муссонными дождями. Восточное побережье имеет много осадков и высокие температуры. Южная Австралия похожа Средиземноморье Европы (зимой влажно, летом сухо). Центр и запад Австралии имеют пустынный сухой климат.
Эйр – самое большое озеро в Австралии. Крики – пересыхающее русло реки. Муррей – самая большая речная система Австралии.
Проблемы:недостаток и ухудшение качества пресной воды, особенно на юго-востоке. Хотя для речных и грунтовых вод Австралии всегда была характерна повышенная соленость, ее естественный уровень не препятствовал с/х освоению территорию. Засоление почв, падение качества речных вод.
15.12.2022г. ПРЕДМЕТ " ГЕОГРАФИЯ"
Преподаватель: Пархоменко Лариса Ивановна
Темы уроков: " Экономико- географическая характеристика ЮАР." ," Экономико- географическое положение Австралии."
Изучить материал и составить краткий конспект.
ЭКОНОМИКО-ГЕОГРАФИЧЕСКАЯ ХАРАКТЕРИСТИКА ЮАР.
Государство Южной Африки.
Площадь - 1221 тыс. кв. км.
Столица - г. Претория.
Экономико-географическая характеристика ЮАР:
1) экономико-географическое положение:
Страна находится на юге материка Африка.
ЮАР - единственное на континенте экономически развитое государство.
Граничит с развивающимися странами: Намибией, Ботсваной, Зимбабве, Мозамбиком, Лесото.
Омывается водами Атлантического и Индийского океанов, расположена на пересечении морских путей из Азии, Австралии в Европу и Америку, что чрезвычайно выгодно.
2) природные условия и ресурсы:
а)
· рельеф: Канские и Драконовы горы, на севере - равнины;
· минеральные ресурсы: очень богаты и разнообразны - запасы каменного угля, медной руды, золота, алмазов, урановой, марганцевой, хромовых руд, платины.
б)
· климат: тропический и субтропический климатические пояса; температуры лета +8, зимы +24 градуса; осадков 1000-100 мм;
· агроклиматические ресурсы: благоприятны для выращивания - хлопчатника, кукурузы, табака, винограда, сахарного тростника.
в)
· воды: реки - Оранжевая, Лимпопо, Вааль;
водные ресурсы: размещены неравномерно, обеспеченность ресурсами полного речного стока на душу населения невелика - 0.5-2.5 тыс. кубометров за год.
г)
· почвы: коричневые, серо-коричневые, желтозёмы, краснозёмы, красновато-бурые;
· земельные ресурсы: большая часть земель занята под пастбища, лишь на юге и востоке страны - обрабатываемые земли.
д)
· леса: на юге - жёстколистные вечнозелёные;
· лесные ресурсы: леса занимают очень малую площадь и сильно вырублены, т.е. страна плохо обеспечена.
3) население:
а) численность - 38 млн. человек;
б) плотность населения - от 1 до 10 (на юге - до 100) человек/кв.км;
в) тип воспроизводства - II; рождаемость - 30-35, смертность - 5-10, естественный прирост - 25 человек на 1000 жителей;
г) большое количество зрелых (средних) возрастов, но велика доля и детей;
д) женщин больше, чем мужчин;
е) национальный состав - африканцы (72 %), выходцы из Европы (16 %), выходцы из Азии (индийцы); до недавнего времени проводилась политика расового апартеида;
ё) религии - протестантизм, приверженцы местных верований;
ж) уровень урбанизации - до 60 %;
з) уровень квалификации трудовых ресурсов - высокий (среди белого населения) и низкий (среди коренных жителей).
4) экономика:
ЮАР можно назвать страной с двойственной экономикой. Ей присущи черты отчасти экономически развитого государства и в тоже время развивающейся страны (наследие колониального прошлого).
На долю ЮАР приходится только 4 % территории, около 6 % населения, но 2/5 промышленной продукции, 4/5 выплавки стали, 1/3 длины железных дорог, 1/2 автомобильного парка континента.
Экономико- географическое положение Австралии.
Австра́лия, официальная форма — Австрали́йский Сою́з, или Содру́жество Австра́лия — государство в Южном полушарии, занимающее одноимённый материк, остров Тасмания и несколько других островов Индийского и Тихого океанов, является шестым государством по площади в мире. К северу от Австралийского Союза расположены Восточный Тимор, Индонезия и Папуа — Новая Гвинея, к северо-востоку — Вануату, Новая Каледония и Соломоновы Острова, к юго-востоку — Новая Зеландия. От главного острова Папуа — Новой Гвинеи материковая часть Австралийского Союза отделена Торресовым проливом минимальной шириной около 150 км, а расстояние от австралийского острова Боигу до Папуа — Новой Гвинеи составляет около 5 километров. Население на 31 декабря 2018 года оценивалось в 25 180 200 человек, большинство из которых проживает в городах на восточном побережье.
Австралия является одной из развитых стран, будучи тринадцатой по размеру экономикой в мире, и имеет шестое место в мире по ВВП в расчёте на душу населения. Военные расходы Австралии являются двенадцатыми по размеру в мире. Со вторым по величине индексом развития человеческого потенциала Австралия занимает высокое место во многих сферах, таких как качество жизни, здоровье, образование, экономическая свобода, защита гражданских свобод и политических прав. Австралийский Союз — государство в Южном полушарии площадью 7 692 024 км². Австралия является шестым по площади государством в мире после России, Канады, Китая, США и Бразилии, занимая около 5 % поверхности суши Земли]. Также является крупнейшим по территории государством, полностью расположенном в Южном полушарии. В него входят: материк Австралия (включая остров Тасмания) площадью 7 659 861 км²и другие прибрежные острова площадью 32 163 км². Под контролем Австралии находятся несколько внешних территорий: Кокосовые (Килинг) острова площадью 14 км², остров Рождества площадью 135 км²], острова Ашмор и Картье площадью 199 км² территория островов Кораллового моря площадью 7 км² (площадь акватории около 780 тыс. км²), остров Херд и острова Макдональд площадью 372 км² (входят в состав Австралийской антарктической территории), остров Норфолк площадью 35 км² и Австралийская антарктическая территория площадью 5 896 000 км² (суверенитет Австралии над этой территорией не признаётся большинством стран мира). Общая площадь всех внешних территории 5 896 762 км² (без Антарктической территории — 762 км²).
Северное и восточное побережья Австралии омывают моря Тихого океана: Арафурское, Коралловое, Тасманово, Индийского океана — Тиморское; западное и южное — Индийский океан. Близ Австралии расположены крупные острова Новая Гвинея и Тасмания. Вдоль северо-восточного побережья Австралии более чем на 2000 километров тянется самый большой в мире коралловый риф — Большой Барьерный риф.
Австралия простирается с запада на восток почти на 4000 километров, а с севера на юг — примерно на 3860 км. Крайними точками материка являются: на севере — мыс Йорк (10° ю. ш.), на юге — мыс Саут-Ист-Кейп (43° ю. ш.), на западе — мыс Стип-Пойнт (114° в. д.), на востоке — мыс Байрон (154° в. д.).
Длина береговой линии Австралии составляет 59 736 км (из них материковой части — 35 877 км, островной — 23 859 км), а площадь исключительной экономической зоны — 8 148 250 км
Климат Австралии находится под значительным воздействием океанических течений, в том числе диполя Индийского океана и Эль-Ниньо, которые создают периодические засухи и сезонное тропическое низкое давление, которое приводит к формированию циклонов в северной части Австралии. Эти факторы вызывают заметное изменение количества осадков от года к году. Большая часть севера страны обладает тропическим климатом с преимущественно летними осадками. Почти три четверти Австралии представляют собой пустыни и полупустыни. В юго-западной части страны климат является средиземноморским. В большей части юго-востока страны (включая Тасманию) климат умеренный. На засушливость региона влияет холодное Западно-Австралийское течение, которое не даёт энергии для образования циклона. Нечто подобное происходит и на западе Южной Америки, но там всё меняется с появлением Эль-Ниньо.
Основное природное богатство страны — минеральные ресурсы. Обеспеченность Австралии природно-ресурсным потенциалом в 20 раз выше среднемирового показателя. Страна занимает 2-е место в мире по запасам бокситов (1/3 мировых запасов и 40 % добычи), циркония, 1-е место в мире по запасам урана (1/3 мировых) и 3-е место (после Казахстана и Канады) по его добыче: 8022 т в 2009 году. Страна занимает 6-е место в мире по запасам угля. Имеет значительные запасы марганца, золота, алмазов. На юге страны (месторождение Браунлоу), а также у северо-восточных и северо-западных берегов в шельфовой зоне имеются незначительные месторождения нефти и природного газа.
Большинство населения Австралии — потомки иммигрантов XIX и XX веков, при этом большинство этих иммигрантов прибыли из Великобритании и Ирландии. Заселение Австралии выходцами с Британских островов началось в 1788 году, когда на восточном берегу Австралии была высажена первая партия ссыльных и основано первое английское поселение Порт-Джэксон (будущий Сидней). Добровольная иммиграция из Англии приняла значительные размеры лишь в 1820-е, когда в Австралии стало быстро развиваться овцеводство. После открытия в Австралии золота сюда из Англии и отчасти из других стран прибыла масса иммигрантов. За 10 лет (1851—61) население Австралии увеличилось почти втрое, превысив 1 млн человек.
В период с 1838 по 1900 в Австралию прибыло свыше 18 тыс. немцев, расселившихся в основном на юге страны; к 1890 немцы представляли собой вторую по численности этническую группу континента. Среди них были подвергавшиеся преследованиям лютеране, экономические и политические беженцы — например, те, кто покинул Германию после революционных событий 1848.
В 1901 австралийские колонии объединились в федерацию. Консолидация австралийской нации ускорилась в первые десятилетия XX века, когда окончательно окрепла общенациональная экономика Австралии.
05.10.2022 предмет: " ГЕОГРАФИЯ."
Тема урока: " Южная Африка. ЮАР".
Изучить материал и составить краткий конспект.
Южная Африка. ЮАР.
ЮАР расположена на южной оконечности Африки. Длина береговой линии страны составляет 2798 км. ЮАР имеет площадь 1 221 038 км² и по этому показателю занимает 24-е место в мире. Высшая точка ЮАР — гора Нджесути в Драконовых горах.
В ЮАР представлены разнообразные климатические зоны, от сухой пустыни Намиб до субтропиков на востоке у границы с Мозамбиком и побережья Индийского океана. На востоке местность быстро поднимается, образуя Драконовы горы и переходя в большое внутреннее плато, называемое велд.
На восточном побережье до 30° ю. ш. преобладают саванна и галерейные леса вдоль рек, южнее — субтропические леса и кустарники. Внутренние районы занимает опустыненная саванна Калахари, кустарниковые полупустыни и пустыни Карру.
Из животных встречаются златокроты, трубкозубы, антилопа-прыгун, бурая гиена. Более редки слоны, носороги, зебры, жирафовые, львы, страусы.ЮАР — парламентско-президентская республика. Президент почти во всех своих решениях по большинству вопросов должен опираться на поддержку парламента. Кандидатом в президенты может стать гражданин ЮАР старше 30 лет.
В ЮАР действует двухпалатный парламент, состоящий из Национального совета провинций (верхняя палата — 90 членов) и Национальной ассамблеи (400 членов). Члены нижней палаты избираются по пропорциональной системе голосования: половина депутатов идут по общенациональным спискам, половина — по провинциальным. Каждая провинция, независимо от численности населения, посылает в Национальный совет провинций десять членов. Выборы проходят каждые пять лет. Правительство формируется в нижней палате, а лидер партии, получившей в ней большинство, становится президентом (сейчас этот пост занимает Сирил Рамафоса).
В настоящее время правящая партия ЮАР — Африканский национальный конгресс, получившая 65,9 % голосов на всеобщих выборах 2009 года и 66,3 % голосов на муниципальных выборах в 2006 году. Главный её соперник — партия «Демократический альянс» (16,7 % в 2009 г., 14,8 % в 2006 г.). Лидер Демократического альянса — Хелен Зилле. Новая национальная партия, наследница Национальной партии, при которой действовала система апартеида, после 1994 года стремительно теряла вес и 9 апреля 2005 года объединилась с АНК. В парламенте представлены также Партия свободы-Инката (4,6 %), представляющая, главным образом, избирателей-зулусов, и Народный конгресс (7,4 %).Сейчас ЮАР является унитарным государством. Территория страны поделена на 9 провинций (со своими административными центрами):
- Западно-Капская провинция (Кейптаун)
- Северо-Капская провинция (Кимберли)
- Восточно-Капская провинция (Бишо)
- Квазулу-Натал (Питермарицбург)
- Фри-Стейт (Блумфонтейн)
- Северо-Западная провинция (Мафикенг)
- Гаутенг (Йоханнесбург)
- Мпумаланга (Нелспрёйт)
- Лимпопо (Полокване)
04.10.2022 предмет: " ГЕОГРАФИЯ."
Темы уроков: "Тропическая Африка. Республика Конго", " Экономико- географическая характеристика Республики Конго."
Изучить материал и составить краткий конспект.
РЕСПУБЛИКА КОНГО.
Респу́блика Ко́нго — государство в Центральной Африке, бывшее колониальное владение Франции, с 1970 по 1991 год — Народная Республика Конго.
ударство в Центральной Африке. Граничит с Габоном, Камеруном, Центральноафриканской Республикой, Демократической Республикой Конго и Анголой, имеет выход к Атлантическому океану.
Главные реки: реки бассейнов Куилу и Конго.
Высшая точка: на юго-западе страны, Набемба, 1040 м.
Полезные ископаемые
Недра страны содержат запасы нефти, природного газа, руд свинца, цинка, урана, меди, железа, фосфоритов, золота, алмазов, небольшие месторождения олова, вольфрама, тантала, ниобия.
Климат экваториальный на севере, и субэкваториальный на юге.
Средняя температура:
- апреля: +26 °C;
- июля: +22 °C;
Осадки: 1200—2000 мм в год.
Столица — город Браззавиль.
ударство в Центральной Африке. Граничит с Габоном, Камеруном, Центральноафриканской Республикой, Демократической Республикой Конго и Анголой, имеет выход к Атлантическому океану.
Главные реки: реки бассейнов Куилу и Конго.
Недра страны содержат запасы нефти, природного газа, руд свинца, цинка, урана, меди, железа, фосфоритов, золота, алмазов, небольшие месторождения олова, вольфрама, тантала, ниобия.
Климат экваториальный на севере, и субэкваториальный на юге.
Средняя температура:
- апреля: +26 °C;
- июля: +22 °C;
Осадки: 1200—2000 мм в год.
Глава государства — президент республики. Избирается населением на 7-летний срок, с возможностью переизбрания на второй срок.Высший законодательный орган — двухпалатный парламен]. Сенат — 72 члена (избираются провинциальными советами на шестилетний срок, 1/3 членов обновляется каждые два года), Национальная ассамблея — 137 депутатов, избираемых населением на 5-летний срокЧисленность населения — 5 293 070 чел. (оценка на июль 2020)
По среднему прогнозу, население страны к 2100 году составит 18,6 млн человек.
Годовой прирост — 2,26 %.
Рождаемость — 32,6 на 1000. (фертильность — 4,45 рождений на женщину, 24-е место в мире].
Смертность — 8,7 на 1000.
Младенческая смертность — 50,7 на 1000.
Средняя продолжительность жизни — 60 лет у мужчин, 63 года у женщин.
Городское население — 67,8 %.
Грамотность — 80,3 % (оценка 2018).
Этнический состав: конго 48 %, санга 20 % (этническая общность луба), мбоши 12 %, теке 17 %, пигмеи 10%, европейцы и другие 3 %.
Языки: французский (официальный), лингала и монокутуба (языки межэтнического общения), множество местных языков, из которых наиболее распространён киконго.
Религии: христиане 50 %, аборигенные культы 48 %, мусульмане 28%. Большинство христиан католики, также представлены лютеране, баптисты, прихожане Ассамблей Бога, Свидетели Иеговы..
Экономико- географическая характеристика Республики Конго.
Основа экономики — добыча и экспорт нефти (в 2013 году — 14,5 млн тонн). ВВП на душу населения в 2009 году — 4,1 тыс. долл. (152-е место в мире, 8-е место в Чёрной Африке). Промышленность (68,7 % ВВП) — добыча нефти, производство цемента, лесоматериалы, пивоварение, производство сахара, пальмового масла, мыла, сигарет. Сельское хозяйство (4 % ВВП) — кассава (тапиока), сахарный тростник, рис, кукуруза, арахис, овощи, кофе, какао. |
Внешняя торговля.
Экспорт в 2017 году — 4,193 млрд долл[37]. Его основу составляют нефть, лесоматериалы, сахар, какао, кофе, алмазы. Основные покупатели: Китай 53,8 %; Ангола 6,2 %; Габон 5,7 %; Италия 5,4 %; Испания 5,4 %; Австралия 4,8 %[37]. Импорт в 2017 году — 2,501 млрд долл. Его основу составляют промышленная продукция, стройматериалы, продовольствие. Основные поставщики: Франция 15 %; Китай 14 %; Бельгия 12,2 %; Норвегия 8,1 %. Входит в международную организацию стран АКТ. |
21.09.2022г. ПРЕДМЕТ " ГЕОГРАФИЯ"
Преподаватель: Пархоменко Лариса Ивановна
Темы уроков: " Экономико- географическая характеристика Египта."
Изучить материал и составить краткий конспект.
ЭГ характеристика Египта.
Египет — государство на северо-востоке Африки и Синайском полуострове. На западе граничит с Ливией, на юге — с Суданом, на северо-востоке — с Израилем, на востоке — с Иорданией. На севере омывается водами Средиземного моря, на востоке — Красного.
Название страны происходит от древнеегипетского «Кемет» — «черная».
Государство разделено на 27 му-хафаз (губернаторств), которые имеют округа (маркизы), а те — районы (нахии)
На побережье Средиземного моря климат субтропический, а на остальной территории — тропический, пустынный. Среднегодовая температура составляет + 20 °С, хотя в районе Асуана в летние месяцы температура повышается до + 50°С. В Египте большое влияние на температуру оказывает ветер, поэтому в декабре — марте температура вечером может опускаться до + 6°С.
Для всей территории Египта характерны значительные суточные колебания температуры воздуха. Так, в январе-феврале в Каире в полдень температура достигает + 29°С, а ночью снижается до 0 °С и ниже. На побережье Красного моря средняя температура воздуха с ноября по март составляет + 25 °С, воды + 20°С. Приблизительно 96 % территории государства занимают пустыни, 4 % приходится на Дельту и долину реки Нил. Растительность довольно многообразна: финиковая пальма, сикомор, тамариск, акация, кипарис, мимоза, миртовое дерево. Папирус растет только на юге. Для животного мира Египта (он немногочислен) характерны газель, лиса, тушканчик, гиена, шакал, бегемот, крокодил, большое количество птиц (в основном в дельте Нила, около 300 видов), насекомых и ящериц. Реки и озера. Крупнейшая река Египта — Нил (она же является одной из самых больших в мире). На юге страны находится искусственное озеро Насер, образованное при строительстве Асуанской плотины. Население страны составляет около 63 млн. человек. В городах живет 45% населения Египта, в Каире проживает около 18 млн. человек. 99% населения страны считаются арабами, однако антропологически египтяне составляют три группы: семито-хамиты (египтяне) — 90%, бедуины и нубийцы.
Средняя плотность населения Египта около 58 человек на кв.км, однако ввиду того, что население страны сосредоточено в основном в Дельте и долине Нила — это один из самых густонаселенных регионов мира (около 1663 человек на кв. км).Разрешен беспошлинный ввоз предметов личного пользования.
Запрещен вывоз кораллов, морских раковин и т.п. За нарушение — штраф до нескольких сотен долларов.
Запрещен ввоз аудио- и видеотехники, электротоваров. Ввезти эти товары можно лишь после произведения таможенной службой записей в паспорте, при выезде обязательно предъявление записанных предметов.
В случае нарушения платится штраф в размере 100 — 200% стоимости предметов.
При вывозе обязательному таможенному контролю подлежат оружие, предметы старины и искусства. Разведаны месторождения природного газа. Залежи каменного угля сосредоточены в Файюмской впадине и на севере Синайского п-ова. Основным рудоносным районом страны являются горы Этбай (месторождения урана, титана, меди, олова, золота, молибдена, ниобия, вольфрама). На Синайском п-ове значительны запасы марганца. Имеются крупные месторождения фосфоритов (побережье Красного моря, долина Нила, оазис Харга). В Египте сосредоточены существенные запасы цементного сырья (известняки, глины, мергели).
Всемирной известностью пользуются асуанские граниты и другие строительные материалы. В дельте Нила находятся месторождения поваренной и каменной соли, соды, гипса, титана и других полезных ископаемых.
В недрах Египта имеются промышленные запасы асбеста, барита, талька, плавикового шпата.
20.09.2022г.
ПРЕДМЕТ " ГЕОГРАФИЯ"
Преподаватель: Пархоменко Лариса Ивановна
Темы уроков: практическая работа: " Выполнить экономическую карту Турции," предоставить карту для проверки преподавателю , "Страны Северной Африки. Египет."
Изучить материал и составить краткий конспект.
Страны Северной Африки. Египет.
Еги́пет-официальное название Арабская Республика трансконтинентальное государство, расположенное в Северной Африке и на Ближнем Востоке (Синайский полуостров).
На северо-востоке граничит с Израилем и частично признанным государством Палестиной, на юге — с Суданом, на западе — с Ливией. На севере территория страны омывается водами Средиземного моря, на востоке — Красным морем, при этом оба моря соединены посредством искусственно сооружённого Суэцкого канала.
Египет граничит на западе с Ливией, на юге — с Суданом, на востоке — с Палестинской автономией, Израилем, имеет также морскую границу с Саудовской Аравией и Иорданией.
Омывается на севере Средиземным морем, на востоке — Красным морем. Египту принадлежит один из самых крупных искусственно сооружённых каналов — Суэцкий канал, который соединяет Средиземное и Красное моря, открывая тем самым короткий путь из Атлантического в Индийский океан.
По территории Египта с юга на север протекает одна из двух величайших по протяжённости рек в мире — Нил.
Полезные ископаемые
Недра страны содержат запасы нефти, природного газа, железной руды, фосфатов, известняка, марганца, цинка, свинца.
Внутренние воды
Река Нил, одна из самых больших рек в мире (6853 км). Эта великая река и стала колыбелью цивилизации в регионе.
Почва и растительность
Около 96 % территории страны занимают пустыни, 4 % приходится на дельту и долину реки Нил.
Животный мир
Для фауны Египта характерны газели, лисы, тушканчики, гиены, шакалы, бегемоты, крокодилы, верблюды, большое количество птиц, насекомых, ящериц и змей.
Египет находится в пределах субтропического (Малая часть) и тропического (большая часть) климатических поясов. В государстве преобладает тропический пустынный климат.
Египетское лето очень жаркое, днём столбик термометра местами может приближаться к 50-градусной отметке в тени, но ночью всегда намного прохладнее, суточные перепады температур достаточно велики. Межсезонные перепады температур не такие большие. На побережьях суточные и сезонные колебания несколько меньше, чем в глубине территории. Зимы в Египте более прохладные, температура днём в январе обычно варьирует в пределах 20—25 °C. Ночи холодные, температура в среднем составляет 10 °C, а в пустынях возможны и слабые заморозки (до −5 °C).
Осадков выпадает очень мало (до 25 мм в год), только на крайнем севере Египта и в горах Синайского полуострова количество осадков доходит до 200 мм в год.
Египет — республика. Глава государства — президент, который одновременно является и главнокомандующим вооружёнными силами. Глава правительства — премьер-министр. Высший законодательный орган — однопалатное Национальное собрание.
Общая численность около 380 тыс. чел., из них около 300 тыс. служат в Сухопутных войсках, около 45 тыс. — в ВМС и около 35 тыс. — в ВВС.
14.09.2022г.
ПРЕДМЕТ " ГЕОГРАФИЯ"
Тема урока:" Страны Юго-Западной Азии. Турция."
Изучить материал и составить краткий конспект.
СТРАНЫ ЮГО- ЗАПАДНОЙ АЗИИ. ТУРЦИЯ. официально — Туре́цкая Респу́блика — государство в Западной Азии (97 %) и в Южной Европе (3 %). Население — 83,6 млн чел. (2021), площадь территории — 783 562 км² (занимает 19-е место в мире по численности населения и 36-е по территории). Унитарное государство. Государственный язык — турецкий. Турция имеет 14 границ. Современная Турция образовалась в 1923 году в результате распада Османской империи после её поражения в Первой мировой войне и последовавшей национально-освободительной войны турецкого народа, упразднения монархии и создания на территории восточной Фракии, Малой Азии и Армянского нагорья турецкого национального государства. Прежде чем стать центром Османской империи, этот регион на протяжении истории составлял значительную часть древних государств: Хеттского царства, Ассирии, Урарту, Армении, Византии, Грузии (Колхиды и Иберии), Персии, Рима и т. д. Индустриальная страна с динамично развивающейся экономикой. Объём ВВП по паритету покупательной способности (ППС) на душу населения — 19 610 долларов в год (2014). В 2014 году ВВП Турции по номиналу составил 806 млрд долл.; ВВП по ППС — 1508 млрд долл.; объём ВВП по номиналу на душу населения — 10 482 доллара в год. Член НАТО с 1952 года, Совета Европы с 1949 года, а также официальный кандидат в члены Евросоюза с 1999 года.Турция расположена в восточном полушарии. Её площадь (включая внутренние водоёмы) составляет 779 452 км². Часть территории Турции — 97 % — расположена в Азии и 3 % — в Европе. Основное ядро территории Турции составляет полуостров Малая Азия, который она занимает полностью. Европейские владения Турции носят название Румелия. Географическая особенность Турции — расположение на перекрёстке важных путей, с древности соединяющих Европу с Азией, черноморские страны и народы — со средиземноморскими. Ныне через территорию Турции пролегают шоссейные и железнодорожные магистрали, связывающие Европу со многими странами Азии. Основная часть территории страны приходится на Малую Азию, или Анатолию, и Армянское нагорье, меньшая — на Балканский полуостров между Чёрным и Средиземным морям. На территории Турции насчитывается более 100 видов полезных ископаемых. Страна располагает многими видами рудного, горно-химического, топливно-энергетического сырья. В первую очередь следует назвать хромовые, вольфрамовые, медные руды, бораты, мрамор, каменный уголь и др. На долю Турции приходится 25 % общемирового запаса ртути. |
13.09.2022г.
ПРЕДМЕТ: " ГЕОГРАФИЯ"
Преподаватель Пархоменко Лариса Ивановна
Темы уроков: " Новые индустриальные страны.", " Внутренние экономические различия Китая."
Изучить материал и предоставить краткий конспект.
Новые индустриальные страны.
Новые индустриальные страны (НИС) — группа развивающихся стран, в которых за последние десятилетия произошёл качественный скачок социально-экономических показателей. Экономика этих стран за короткий срок совершила переход от отсталой, типичной для развивающихся стран, к высокоразвитой.
Исходные новые индустриальные страны:
- НИС «первой волны»: Гонконг, Республика Корея, Сингапур, Тайвань (их ещё называют «4 азиатских тигра» или «4 азиатских дракона»); из латиноамериканских стран сюда относят Аргентину, Бразилию и Мексику.
Новейшие индустриальные страны:
- НИС «второй волны»: Индия, Малайзия, Таиланд, Чили;
- НИС «третьей волны»: Индонезия, Турция;
- НИС «четвертой волны»: Иран, Филиппины.
Перспективные индустриальные страны из Группы одиннадцати:
Существует две основные модели НИС:
- Азиатская модель: развитие национальной экономики с преимущественной ориентацией на внешний рынок;
- Латиноамериканская модель: развитие национальной экономики с ориентацией на импортозамещение.
Общие черты новых и новейших индустриальных стран:
- демонстрируют самые высокие темпы экономического развития (8 % в год у НИС 1 волны);
- ведущей отраслью является обрабатывающая промышленность;
- главная визитная карточка — производство бытовой техники и компьютеров, одежды и обуви.
- экспортоориентированная экономика (Азиатская модель);
- активная интеграция (АТЭС, ЛАИ, МЕРКОСУР);
- образование собственных ТНК, не уступающих ТНК ведущих стран мира;
- большое внимание уделяется образованию;
- использование высоких технологий;
- привлекательны для ТНК вследствие дешевизны рабочей силы, обладания значительными сырьевыми ресурсами, развития банковского и страхового сектора
Внутренние экономические различия Китая.
Территориальные контрасты в КНР выражены очень ярко. Они касаются и природы, и экономики, и уровня жизни населения. Большим своеобразием отличаются все 23 провинции, 5 автономных районов, 4 города центрального подчинения и 2 особых административных района. Помимо пяти автономных районов с правами провинций, в Китае существуют также 30 автономных округов и 124 автономных уезда (сомона).
Подобная многоликость страны объясняется многими причинами; во-первых, обширностью территории и крайне разнообразными природными условиями; во-вторых, этнической пестротой населения и культурной спецификой самих ханьцев, которая заметно различается в зависимости от мест их проживания; в-третьих, неравномерностью заселения страны, различной степенью экономической освоенности территории.
Если взять за основу последнюю причину, в пределах Китая просматриваются контуры трех крупных экономических зон:
1) наиболее развитое в социально-экономическом отношении Приморье, в состав которого входят в основном прибрежные провинции и города центрального подчинения, а также особые административные районы Сянган и Аомынь (здесь наблюдается наибольший приток иностранных инвестиций и расположены практически все так называемые особые экономические зоны);
2) центральные провинции страны, являющиеся «вторым эшелоном» экономического возрождения Китая, которое связано прежде всего с увеличением производства топлива и энергии, химической продукции, сырья и полуфабрикатов, наукоемких отраслей;
3) относительно слаборазвитые западные и северо-западные районы, где основу экономики по-прежнему составляют малопродуктивное сельское хозяйство и горнодобывающая промышленность.
Особый мир Китая — Тибет, где суровые условия высокогорья очень осложняют жизнь человека. Но и здесь развивается не только отгонное животноводство (разводят яков, овец, коз, лошадей, ослов, мулов), но и земледелие (голозерный ячмень, картофель, овощи). В Южном Тибете находится Лхаса — столица буддизма, административный и культурно-экономический центр Тибетского автономного района. В 2005 г. была введена в эксплуатацию железная дорога, связавшая Лхасу с остальным Китаем.


Комментариев нет:
Отправить комментарий