26.11.2021г.
ПРЕДМЕТ: " ОСНОВЫ МАТЕРИАЛОВЕДЕНИЯ И ТЕХНОЛОГИЯ ОБЩЕСЛЕСАРНЫХ РАБОТ."
Преподаватель: Пархоменко Лариса Ивановна
ГРУППА № 410 темы уроков: " Зенкерование и развертывание."," Основные элементы резьбы."
Изучить материал и составить краткий конспект.
ЗЕНКЕРОВАНИЕ И РАЗВЕРТЫВАНИЕ.
Зенкерованием называется процесс обработки зенкерами цилиндрических и конических необработанных отверстий в деталях, полученных литьем, ковкой или штамповкой, или предварительно просверленных с целью увеличения диаметра, улучшения качества их поверхности, повышения точности (уменьшения конусности, овальности, разбивки).
Зенкерование является либо окончательной обработкой отверстия, либо промежуточной операцией перед развертыванием отверстия, поэтому при зенкеровании оставляют еще небольшие припуски для окончательной отделки отверстия разверткой (так же, как и после сверления оставляют припуск под зенкерование).
Зенкерование обеспечивает точность обработки отверстий в пределах 8 - 13 квалитетов, шероховатость обработанной поверхности в пределах 4 - 6-го классов.
Зенкерование - операция более производительная, чем сверление, так как при равных (примерно) скоростях резания подача при зенкеровании допускается в 2,5 - 3 раза больше, чем при сверлении.
Инструментом, которым выполняют зенкерование, является зенкер, который, как и сверло, закрепляют в коническом отверстии шпинделя станка, и работает так же, как и сверло, совершая вращательное движение вокруг оси, а поступательное - вдоль оси отверстия.
По внешнему виду цельный зенкер напоминает сверло и состоит из тех же основных элементов, но имеет больше режущих кромок (3 - 4) и. спиральных канавок.
Три-четыре режущие кромки лучше центрируют инструмент в отверстии, придают ему большую жесткость, чем обеспечивается получение высокой точности.
Зенкер состоит из рабочей части 7, шейки 4, хвостовика 5 и лапки 6.
Рабочая часть 7 состоит из режущей (заборной) 2 и направляющей (калибрующей) 3 частей.
Во время зенкерования режущая часть выполняет основную работу по снятию металла, а направляющая часть служит для направления зенкера в отверстии, для зачистки поверхности, для придания отверстию
правильной цилиндрической формы и получения правильного размера отверстия.
Ленточки (фаски) на направляющей части зенкера уменьшают трение и облегчают резание.
Зенкеры имеют переднюю поверхность 7 , режущие кромки 2, сердце- вину 3, заднюю поверхность 4, ленточки 5, а также углы а - задний, у - передний, Ф - в плане, со - наклона винтовой канавки, величины которых определяют в зависимости от твердости металлов.
Зенкеры изготовляют из быстрорежущей стали двух типов: с коническим хвостовиком (зенкер NQ 1), насадные (зенкер № 2).
Цельные зенкеры с коническим хвостовиком и насадные зенкеры предназначаются для предварительной (зенкер № 1) и окончательной (зенкер № 2) обработки отверстий.
Цельные зенкеры с коническим хвостовиком изготовляют диаметром от 10 до 40 мм и длиной рабочей части от 80 до 200 мм с числом зубьев 3.
Насадные зенкеры изготовляют диаметром от 32 до 80 мм и длиной от 10 до 18 мм с числом зубьев 4. При зенкеровании отверстий широко применяют комбинированные инструменты, позволяющие совмещать зенкерование со сверлением.
В зависимости от точности все зенкеры изготовляют двух номеров: № 1 для обработки отверстий под развертывание и № 2 для окончательной обработки отверстий.
При зенкеровании стружку удаляют сильной струей сжатого воздуха или воды, или перевертывая деталь, если она не тяжелая. При зенкеровании деталей из стали, меди, латуни, дюралюминия применяют охлаждение мыльной эмульсией.
Для получения правильного и чистого отверстия припуски на зенкерование должны составлять: для зенкеров диаметром до 25 мм - 1 мм, для зенкеров диаметром от 26 до 35 мм - 1,5 мм, для зенкерования зенкерами диаметром от 35 до 45 мм - 2 мм.
Развертывание. Для получения отверстий с чистой поверхностью или для точной подгонки отверстия под шлифованную деталь производят операцию, которая называется развертыванием. Развертывание выполняют вручную или на сверлильном станке с помощью разверток. Ручные развертки приводятся во вращение ручным воротком.
Развертки бывают цилиндрические (рис. 28 а, б) и конические (рис. 28, в). Конические развертки предназначены для развертывания конусных отверстий.
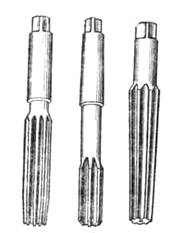
Рис. 28. Развертки: а — цилиндрическая ручная, б — то же, машинная, в —коническая
На рабочей части развертки имеется от 6 до 14 нарезанных зубьев, вдоль которых расположены канавки; зубья служат для образования режущих кромок и отвода наружу снимаемой стружки. Нижняя конусная часть развертки снимает стружку, а верхняя — калибрующая— направляет развертку и окончательно калибрует отверстия.
Для более чистой обработки поверхности отверстий и охлаждения инструмента при развертывании просверленные отверстия в стали смазывают минеральным маслом, в меди — эмульсией, в алюминии — скипидаром, а в латуни и бронзе отверстия развертывают без смазывания.
Отверстия развертывают вручную следующим способом. Деталь прочно укрепляют в тисках. В отверстие детали вставляют развертку, чтобы ось развертки совпала с осью отверстия. Затем начинают вращать вороток с разверткой вправо, плавно подавая его вперед. Развертку вращают только в одну сторону.
ОСНОВНЫЕ ЭЛЕМЕНТЫ РЕЗЬБЫ.
Резьбовое соединение – наиболее простой и надежный вид крепления деталей и узлов. Его отличают такие преимущества, как возможность регулирования затяжки соединения, разборки и повторной сборки соединения без замены деталей. Резьба бывает двух видов: наружная и внутренняя. Резьбовое соединение состоит из винта и гайки. Стержень с наружной резьбой называется винтом, деталь с внутренней резьбой – гайкой. Этот вид крепления изготавливается либо на станках, либо ручным способом. Если рассматривать движение какой-либо точки по направлению резьбы, то она будет двигаться по винтовой траектории. При движении точки по направлению резьбы против часовой стрелки (слева направо) получается правое направление резьбы, в случае движения точки по часовой стрелке (справа налево) – левое направление резьбы. Правое направление резьбы называется так потому, что для завинчивания винта (или гайки) с этой резьбой его надо вращать вправо, т. е. по часовой стрелке. При левой резьбе винт или гайку для завинчивания надо вращать влево, т. е. против часовой стрелки. При нарезании на цилиндрической поверхности винтовой канавки получают резьбу, профиль которой будет зависеть от формы прорезанной канавки. Винтовая канавка называется впадиной резьбы, а винтовой выступ на протяжении одного полного оборота – витком, или ниткой. В машиностроении не все стержни, имеющие винтовую нарезку, называются винтами. Если стержень крепежной детали нарезан на всю длину вплоть до головки, то такая деталь называется винтом. Если стержень нарезан не на всей длине и на нем имеется гладкая часть, такая деталь называется болтом. Крепежные детали для соединения деревянных частей называются винтами по дереву, или шурупами. Некрепежные детали с винтовой резьбой также называются винтами, как к примеру, ходовой винт токарного станка. Профилем резьбы винта называется контур впадины и выступа, который можно было бы бы увидеть, при продольном разрезе винта. Резьба по числу ниток разделяется на одноходовые, двух-, трех– и многоходовые. Их соответственно называют однозаходными (одноконцевыми), двух-, трех– и многозаходными, или двух-, трех– и многоконцевыми. Определение числа ходов многоходовой резьбы у винта и гайки производится при помощи подсчета числа концов витков на торцовой части винта или гайки. Для этого нужно посмотреть в торец. Если винт одноходовой, то резьба на нем заканчивается одним концом, двухходовой – двумя концами и т. д. То же относится и к гайкам. Резьба имеет следующие основные элементы: шаг резьбы, угол профиля резьбы, глубина резьбы, наружный, средний и внутренний диаметры резьбы. Расстояние, на которое передвигается винт в гайке при совершении им одного полного оборота, называется шагом резьбы. В однозаходной резьбе шаг – расстояние между вершинами двух соседних витков. Угол профиля резьбы — это угол, заключенный между боковыми сторонами профиля в плоскости оси резьбы. Глубина резьбы — расстояние от вершины резьбы до ее основания (или высота выступа). Наружный диаметр do – это наибольший диаметр резьбы детали, измеряемый по вершине резьбы перпендикулярно к оси резьбы. Внутренний диаметр d1 – наименьший диаметр резьбы, измеряемый по впадинам перпендикулярно к оси резьбы. Средний диаметр dср – расстояние между двумя линиями, параллельными оси детали, из которых каждая находится на равных расстояниях от вершины нитки и дна впадины.


Комментариев нет:
Отправить комментарий